Stripping length
When all terminals are crimped for the first time, a reasonable stripping length must be set to avoid inadequate crimping and excessive exposure of the core wire.
The design of the stripping length is set according to the actual structural dimensions of the terminal. Sometimes it is also necessary to consider whether the exposed core wire will affect the matching pin seat.
How to set the terminal stripping length:

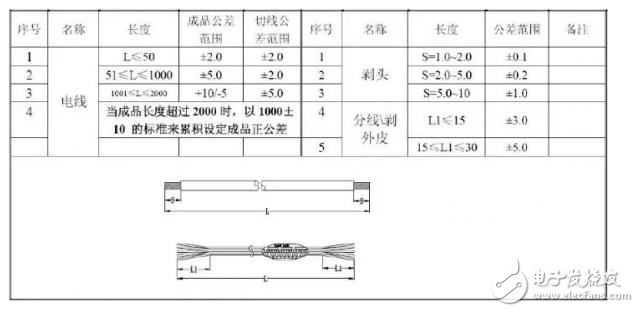
Cut length and finished length
The setting of tangent length should be based on actual production, and attention should be paid to the tolerance of tangent length and finished product length.
In the process documents, the general length tolerance is explained. When the finished product length exceeds 1000mm, the positive tolerance of the finished product length should be set according to 1% of 1000±10. When the finished product length is 50000, the tolerance should be set to: +500/-100, and the tolerance of the tangent length also needs to be adjusted appropriately. It cannot be set to ±2 regardless of the length.
Tail processing
The tail treatment of the wire can be divided into: tinning, twisting tinning, half stripping, and other special treatments (such as bending the tail).
After the client tail is processed, there are two possible uses:
1. Insert directly into the hole of PCB board. At this time, there are requirements for OD after tinning; the size of PCB board needs to be determined;
2. It may be welded with other components, in which case the OD requirement after enameling can be appropriately relaxed.
Before drawing, if the tail is stripped and tinned, the following three points must be confirmed with the customer:
①Which method does the customer prefer? Directly insert into the PCB hole or solder with other components?
② If the wire is directly inserted into the PCB hole, what is the specific size of the PCB hole? This will determine whether the wire needs to be twisted.
③ In principle, the stripped ends below 3mm are not twisted because it is not conducive to half-stripping. When processing such tail stripping ends, it is necessary to confirm with the customer the OD size of the core wire after the tail is tinned. If the customer has no requirements for the OD size after the tail is tinned, directly mark the size after tinning on the drawing according to the required tail tinning standard.
Shielded wire processing method
1. For shielding wire processing methods for regular customers, please refer to the "Shielding Wire Trimming Technical Standards".
2. When the shielding layer structure of the shielded wire exceeds the crimping range of the terminal, the shielding layer needs to be trimmed. When trimming, it should be done according to the maximum wire standard of the terminal crimping.
3. Shielded wires with aluminum foil cannot be boiled in water to avoid shrinkage.
Wire arrangement processing method
1. If the customer has no special requirements, the length of the branch line of the finished product below 100mm shall be controlled within 20±5m, and the length of the branch line of the finished product above 100mm shall be controlled within 30±5mm.
2. For UL2651 TS cable and UL20080 flexible flat cable, the tail should not be twisted and tinned, because the PVC insulation layer and copper wire of UL2651 and UL20080 wires are not completely round, and it is not easy to perform half-stripping and leaving glue operation, so it is not suitable to perform twisting and tinning operation; if the customer needs to insert the PCB board at the tail, it is recommended to use UL2468 UL2651 TC cable.
3. TC flat cable with spacing can replace pointed terminals such as SAN and SCN after the tail is peeled.
LVDS line tangent length setting method
Because LVDS lines generally use small-pitch, multi-P-position plastic shells, the hanging neck phenomenon must be considered when designing the length of the scattered line tangent.
Take the 30P plastic shell as an example, where the finished product length is 300mm and both ends enter the plastic shell by 3mm.

Considerations for double row plastic case design
1. When choosing wires, try to use flat wires;
2. If the customer must use a single line, try to design it in different colors to facilitate assembly;
3. The drawings of double-row plastic shells need to be in a relatively unified format;
4. When drawing, pay attention to the arrangement method of the double-row plastic shell pins provided by the customer, and confirm the arrangement method with the customer first to avoid pin mismatch (especially DuPont double-row).
Considerations when designing circuit board terminals
1. Circuit board terminals refer to terminals, tubular terminals, pin terminals, etc. that are directly inserted into the PCB board;
2. When designing the circuit board terminal drawing, the size of the PCB board must be confirmed with the customer;
3. When designing the circuit board terminal drawing, the crimping width after crimping must be marked. This width is related not only to the hole size of the terminal suitable for the PCB board, but also to the customer's actual PCB board hole size. Therefore, before drawing, confirm the size of the PCB board hole size with the customer and mark it on the drawing;
4. When designing this type of terminal, do you need to confirm with the customer whether there are any requirements for its appearance? Some are samples provided by the customer, and you need to confirm with the customer whether its appearance after crimping needs to be the same as the customer's.

Wire clamp terminal design considerations
The wire clamp terminals at the same position must be staggered by more than 20mm to prevent short circuits.

Terminal crimping design considerations
The terminals are matched with the wires, which are generally set according to the crimping range of the terminals, and attention should be paid to the outer diameter of the wire insulation that the terminals are suitable for.
When the terminal selection exceeds the standard, there are four solutions:
1. Change the terminal model and select terminals suitable for wire specifications;
2. Change the wire specifications to suit the crimping range of the terminal;
3. If the wire is too small, the core wire can be folded in half and then pressed, which will result in high processing cost;
4. If the wire is too large, remove the rubber from the insulation, press it and wrap it with heat shrink tubing.
Any of the above options needs to be confirmed with the customer.
Terminal sections are made in the following cases:
1. When requested by the customer;
2. When selecting new terminals;
3. After the new die is made;
4. High current terminals;
5. All terminals on the vehicle wiring harness;
6. Other special terminals.
The judgment criteria for profiles generally refer to the company's internal standards (i.e., AMP standards). When customers have different standards, it is necessary to discuss with them the potential risks that may be caused by the differences in standards.
Injection molding design considerations
Common materials of rubber

Note when designing:
1. The selection of rubber materials should meet the requirements of customer products (such as temperature resistance, wear resistance, corrosion resistance, etc.);
2. The size of the injection molded parts must be provided by the customer, or a sample must be provided;
3. Dimension control after injection molding;
4. Selection of injection molding machines;
5. Process control of injection molded parts (such as the ratio of new materials and recycled materials, the ratio of masterbatches, baking time, molding temperature, cooling time, etc.).
Notes on handling technical document change notifications
Please note the following points when changing ECN:
1. Have complete and clear ECR requirements (including change method, order number, and material investigation).
2. The "in use" mark on the ERP drawing must be removed immediately, and the reason for the change, date, and work number must be noted in the remarks. When "in use" is turned on, it must be turned on by the person who deactivates the system in principle, or the details must be confirmed with the person who deactivates the system before it can be turned on.
3. For ECR that is changed immediately, the drawings and ECN must be issued to the workshop within 2 hours.
4. The implementation date of ECN should be written according to the requirements of ECR, and cannot simply be written as "natural change" or "immediate change".
Previous article:Detailed explanation of the working principle of car parking heater
Next article:Inventory and analysis of common electronic systems in automotive electronics
- Popular Resources
- Popular amplifiers
 TL061MDT
TL061MDT




- Red Hat announces definitive agreement to acquire Neural Magic
- 5G network speed is faster than 4G, but the perception is poor! Wu Hequan: 6G standard formulation should focus on user needs
- SEMI report: Global silicon wafer shipments increased by 6% in the third quarter of 2024
- OpenAI calls for a "North American Artificial Intelligence Alliance" to compete with China
- OpenAI is rumored to be launching a new intelligent body that can automatically perform tasks for users
- Arm: Focusing on efficient computing platforms, we work together to build a sustainable future
- AMD to cut 4% of its workforce to gain a stronger position in artificial intelligence chips
- NEC receives new supercomputer orders: Intel CPU + AMD accelerator + Nvidia switch
- RW61X: Wi-Fi 6 tri-band device in a secure i.MX RT MCU
 Professor at Beihang University, dedicated to promoting microcontrollers and embedded systems for over 20 years.
Professor at Beihang University, dedicated to promoting microcontrollers and embedded systems for over 20 years.






- LED chemical incompatibility test to see which chemicals LEDs can be used with
- Application of ARM9 hardware coprocessor on WinCE embedded motherboard
- What are the key points for selecting rotor flowmeter?
- LM317 high power charger circuit
- A brief analysis of Embest's application and development of embedded medical devices
- Single-phase RC protection circuit
- stm32 PVD programmable voltage monitor
- Introduction and measurement of edge trigger and level trigger of 51 single chip microcomputer
- Improved design of Linux system software shell protection technology
- What to do if the ABB robot protection device stops
- CGD and Qorvo to jointly revolutionize motor control solutions
- CGD and Qorvo to jointly revolutionize motor control solutions
- Keysight Technologies FieldFox handheld analyzer with VDI spread spectrum module to achieve millimeter wave analysis function
- Infineon's PASCO2V15 XENSIV PAS CO2 5V Sensor Now Available at Mouser for Accurate CO2 Level Measurement
- Advanced gameplay, Harting takes your PCB board connection to a new level!
- Advanced gameplay, Harting takes your PCB board connection to a new level!
- A new chapter in Great Wall Motors R&D: solid-state battery technology leads the future
- Naxin Micro provides full-scenario GaN driver IC solutions
- Interpreting Huawei’s new solid-state battery patent, will it challenge CATL in 2030?
- Are pure electric/plug-in hybrid vehicles going crazy? A Chinese company has launched the world's first -40℃ dischargeable hybrid battery that is not afraid of cold
- Instructions on how to connect the DSP core using the simulator based on CCS
- EETALK: Do radio frequency beauty devices really work? A complete review of alternative radio frequency applications!
- Xunwei-IMX6Q development board Android application test-AndroidStudio-recorder test
- [GD32L233C] + 2. Sort out some configuration issues
- How to Make DSP Digital Oscillator Generate Phase-Shifted Sine Wave
- Unboxing Review (Part 3) Preliminary Understanding
- (Awards have been awarded) "Say hello" and get a gift: Comparing stm32cubemx, let's get to know the domestically produced Fudan Micro Cube MFANG
- STM32F10 Chinese reference material
- Showing my products + my development board
- The relationship between instruction set architecture, arm core, SoC, processor, CPU, GPU, etc.






 京公网安备 11010802033920号
京公网安备 11010802033920号