In recent years, the application of automation systems in the metallurgical industry has developed faster and faster, and the application of monitoring systems in various links of production has also increased. Since serial communication is easy to implement and the system cost is low, many monitoring systems are mostly implemented using serial communication technology. However, due to the widespread application of Ethernet and fieldbus, some monitoring systems connected to control devices such as PLC mostly use Ethernet and fieldbus communication methods. In fact, the fieldbus and RS485 are consistent in physical interface, but various fieldbuses have their own communication protocols. In general, serial communication technology is widely used, especially the interface device that supports serial port devices to connect to Ethernet, which will make the networking of serial port devices more convenient and more widely used.
Networking status of serial communication equipment in various links of production and operation
In the metallurgical industry, serial communication technology is mainly used in the following three aspects:
(1) Production process monitoring system;
(2) Measurement and monitoring system for various energy production and consumption involved in production;
(3) Measurement data collection system for raw materials, products and semi-finished products in the production process.
The following is an introduction to the use of serial communication technology for intelligent equipment networking in combination with the actual application of these three aspects in metallurgical enterprises.
1 Production process monitoring system
In the automation control system of the production process, most of them are equipped with a host computer monitoring system. Especially in the earlier systems, because the application of Ethernet and fieldbus in the industrial field was not popular at that time, and the price of computers was high, such monitoring equipment was often only equipped with one set, which was very suitable for serial communication. Now most of such systems use Ethernet or fieldbus communication, and one system is often equipped with multiple sets of monitoring equipment. However, in some process control, such as continuous casting machine production monitoring, rolling mill heating furnace monitoring system, the above system is also used.
Some production process monitoring systems do not adopt the method of connecting with the control equipment. Instead, the host computer connects to the data acquisition module (even the control module) or the intelligent instrument with a serial port through the serial port to realize the monitoring of the pressure, temperature and flow of various media in the production process. Since such a system is flexible in application, requires little system investment, and has obvious use effect, it is used more and more. Such systems are often small in scale and suitable for implementation on old systems that use conventional control. Such a system is convenient for production operations and can query and analyze historical data, which is of great benefit to improving product quality. In addition, the mode of using PLC to connect multiple intelligent instruments through RS485 to collect on-site temperature, pressure, flow and other data to control the equipment has also been adopted in the systems that have been put into operation recently.
2 Energy production and consumption metering monitoring system
Energy metering and monitoring systems are not only increasingly used in the metallurgical industry, but also cover a wider range of areas. Metallurgical enterprises implement such systems because, on the one hand, they are in urgent need of energy conservation and consumption reduction and product cost reduction; on the other hand, the prices of data acquisition equipment and computer equipment have dropped significantly compared to the past, so there is no need to invest a lot of implementation costs.
As far as our company is concerned, due to the increasing scarcity of water resources in recent years, water conservation work has become increasingly important. In order to save water and reduce consumption, our company implemented a water metering and detection system in 1998. In addition to the upper network, the system uses serial communication technology to achieve networking. The data acquisition equipment includes the main acquisition station, serial communication control module (as a branch station), multi-serial communication card, flow meter with RS485, serial data transmission radio (RS232), and RS485/422 communication repeater. It constitutes the data acquisition system shown in Figure 1.
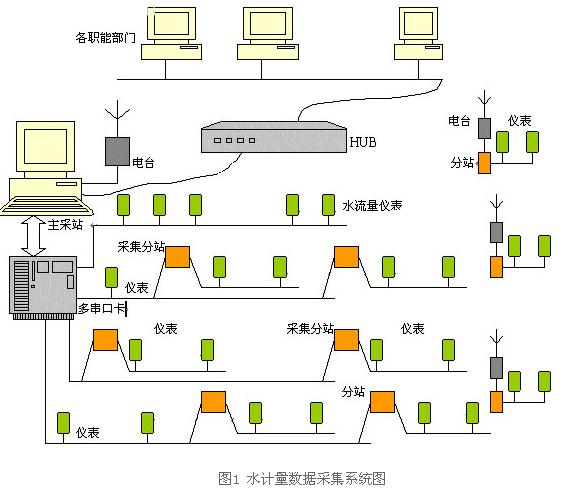
In this system, the multi-serial card is a 4-port RS485 card; users with 2 serial ports can develop communication controllers; the radio is equipped with an RS232 serial port for communication with computers; the communication repeater amplifies the signal at a place where the wired distance exceeds 1.2 kilometers (omitted in the figure). For metering points farther away, wireless communication is adopted. The establishment of substations in a wired manner is designed based on the limitations of the equipment connected to a single segment and the limitations of the geographical location, making the system structure more reasonable. The system covers metering points within a range of 4 kilometers and collects nearly 50 metering data. The main acquisition station is connected to the enterprise backbone network, so that the functional departments of the enterprise can query the water consumption of each metering point and each unit in real time. This system has played an important role in saving water resources.
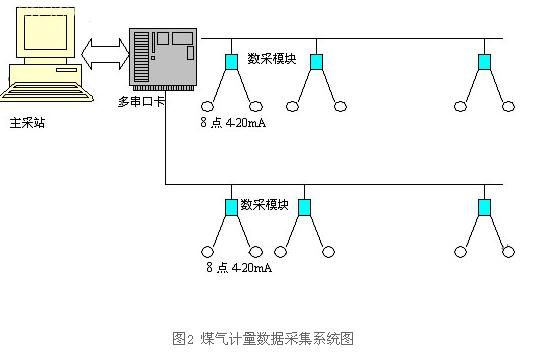
After the water metering data acquisition system was put into operation, our company implemented the gas metering data acquisition system. The implementation of the gas metering data acquisition system is not only for real-time detection of gas data, but also because there are various types of gas produced within the enterprise. Using computers for data acquisition, flow data can be compensated for temperature and pressure, and compensation can also be made according to the different calorific values of different gases. The difference between the gas metering system and the water system is that the gas system uses nearly 20 8-channel A/D data acquisition modules to receive the 4-20mA signal of conventional instruments, and connects to the host computer through RS485 to form a serial system communication network. The system has more than 50 acquisition points for temperature, pressure and calorific value data, covering a range of about 3 kilometers. The system has been running stably and reliably since it was put into operation. The network structure of the data acquisition part of the system is shown in Figure 2.
At present, our company is planning to connect all energy meters to the network, including electricity, oxygen, nitrogen and compressed air, and still use serial communication. It is also planned to integrate with the water system so that all energy data of the entire company can be collected and put into the machine. This will realize the modern management of energy measurement work.
3 Material measurement data collection
In terms of material operation measurement, many metallurgical enterprises have also been networked, but the network connection structures are not very different. The lower layer of the material measurement network generally uses RS232 to connect the material metering instrument and the host computer, and the physical connection method of this layer is mostly the same. The upper layer networking method of networking the host computers of each metering station and aggregating the data to the server is different. Some upper layer networks also use RS485 serial communication, but this method should not be too large in scale, and the geographical location should not be too far. This method is shown in Figure 3.
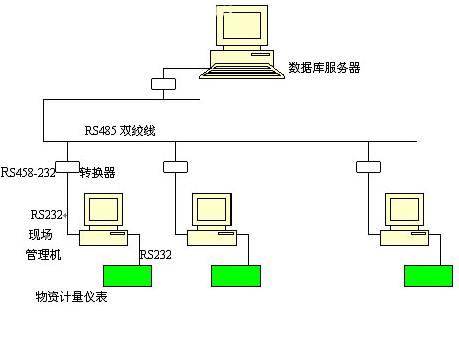
Figure 3 Material measurement data collection
This method requires users to develop their own data submission driver, which makes software development complex. Some companies use MODEM for upper-layer networking, but this method is limited by speed and basically cannot achieve data transmission. Recently, there are solutions that use telephone line VDSL or MSDSL and telephone lines for networking, but they have strict requirements on telephone line quality and line distance, otherwise communication failures are likely to occur.
Conclusion
Since serial communication technology has the characteristics of simple implementation, low system integration cost and long communication distance (RS485/422), serial communication networking technology is not only widely used in the field of metallurgical automation, but also widely used in other industries. Although Ethernet technology and field bus communication methods are developing rapidly, with the development trend that multiple communication methods can be integrated and coexist, serial communication technology will still maintain a wide range of application prospects.
Previous article:System Diagnosis Technology Based on PROFIBUS Fieldbus
Next article:Application of Configuration Software in Power Distribution System
- Popular Resources
- Popular amplifiers
 A review of deep learning applications in traffic safety analysis
A review of deep learning applications in traffic safety analysis




- Molex leverages SAP solutions to drive smart supply chain collaboration
- Pickering Launches New Future-Proof PXIe Single-Slot Controller for High-Performance Test and Measurement Applications
- CGD and Qorvo to jointly revolutionize motor control solutions
- Advanced gameplay, Harting takes your PCB board connection to a new level!
- Nidec Intelligent Motion is the first to launch an electric clutch ECU for two-wheeled vehicles
- Bosch and Tsinghua University renew cooperation agreement on artificial intelligence research to jointly promote the development of artificial intelligence in the industrial field
- GigaDevice unveils new MCU products, deeply unlocking industrial application scenarios with diversified products and solutions
- Advantech: Investing in Edge AI Innovation to Drive an Intelligent Future
- CGD and QORVO will revolutionize motor control solutions






- Innolux's intelligent steer-by-wire solution makes cars smarter and safer
- 8051 MCU - Parity Check
- How to efficiently balance the sensitivity of tactile sensing interfaces
- What should I do if the servo motor shakes? What causes the servo motor to shake quickly?
- 【Brushless Motor】Analysis of three-phase BLDC motor and sharing of two popular development boards
- Midea Industrial Technology's subsidiaries Clou Electronics and Hekang New Energy jointly appeared at the Munich Battery Energy Storage Exhibition and Solar Energy Exhibition
- Guoxin Sichen | Application of ferroelectric memory PB85RS2MC in power battery management, with a capacity of 2M
- Analysis of common faults of frequency converter
- In a head-on competition with Qualcomm, what kind of cockpit products has Intel come up with?
- Dalian Rongke's all-vanadium liquid flow battery energy storage equipment industrialization project has entered the sprint stage before production
- New breakthrough! Ultra-fast memory accelerates Intel Xeon 6-core processors
- New breakthrough! Ultra-fast memory accelerates Intel Xeon 6-core processors
- Consolidating vRAN sites onto a single server helps operators reduce total cost of ownership
- Consolidating vRAN sites onto a single server helps operators reduce total cost of ownership
- Allegro MicroSystems Introduces Advanced Magnetic and Inductive Position Sensing Solutions at Electronica 2024
- Car key in the left hand, liveness detection radar in the right hand, UWB is imperative for cars!
- After a decade of rapid development, domestic CIS has entered the market
- Aegis Dagger Battery + Thor EM-i Super Hybrid, Geely New Energy has thrown out two "king bombs"
- A brief discussion on functional safety - fault, error, and failure
- In the smart car 2.0 cycle, these core industry chains are facing major opportunities!
- 【DIY】Make a 5V input car light controller
- Linux self-study notes (II) Linux disk partition
- EEWORLD University Hall ---- Intelligent Information Processing Peking University Tan Ying
- Do you repair Mitsubishi PLC, Siemens PLC, servo drive boards, etc.?
- How to design PCB safety spacing?
- BTS7960 chip burnout problem
- EEWORLD University ---- Live Replay: The best assistant for human-computer interaction interface and machine vision applications - Renesas Electronics RZ/G, RZ/A and RZ/V SoC series
- What factors need to be considered in the practical application of RFID?
- Analysis and Research on GSM Mobile Phone RF System (VII)
- [AT-START-F403A Review] Part 6: On-chip Flash performance test






 京公网安备 11010802033920号
京公网安备 11010802033920号