We all know that PLC control is used for actual engineering projects, so the level of system design will directly affect the entire control system and the operating reliability of the equipment! Do you agree?
So how can we design a control system that is stable in operation, reliable in action, safe to use, easy to debug, and easy to maintain based on different control requirements? This is also a problem we need to consider when designing PLC control.
Let's first understand the system design and the principles that should be followed
The engineering design of PLC control system can generally be divided into five basic steps: system planning, hardware design, software design, system debugging, and technical document preparation.
The basic design principles are as follows:
1. First of all, all the actions of equipment, production machinery and production process must be realized;
2. The design is to meet the equipment's requirements for product processing quality and production efficiency;
3. Ensure the safe, stable and reliable operation of the system;
4. Simplify the structure of the control system as much as possible to reduce production costs;
5. Fully improve the automation intensity and reduce labor;
6. Improve operating performance and facilitate future maintenance.
Below we will take the "three-phase induction motor fault alarm control" circuit as an example, and briefly talk about the process of converting the traditional electrical diagram into a ladder diagram, and briefly talk about program design. I believe that everyone will have a deep impression of related circuit conversion or program design in the future.
01 Traditional electrical diagram
A conventional electrical diagram of a known three-phase induction motor fault alarm control circuit is shown in FIG1 .

02 Action Description
1. When the power supply is normal, only the green light gl is on and the motor does not move.
2. Press the start button PB1, the electromagnetic contactor MC will operate, the motor will start immediately, the indicator light RL will light up, and the green light GL will go out.
3. Press the stop button PB2, the electromagnetic contactor MC is powered off, the motor stops running, the indicator light RL goes out, and the green light GL turns on.
4. When the motor is running, due to overload or other faults, the thermal relay th-ry is activated, the motor stops running, the buzzer bz sounds an alarm, the indicator light rl goes out, and the green light gl turns on.
5. Press the button switch pb3, the buzzer bz stops the alarm, the white light wl turns on, the green light gl turns on, and the red light rl turns off.
6. After the fault is eliminated, press the reset lever of the thermal relay th-ry, the white light wl goes out, the green light gl turns on, the red light rl goes out, and the motor can be restarted.
03 I/O Encoding
Using PLC means replacing hardware wiring with software programs. In traditional electrical diagrams, the main circuit cannot be replaced by PLC; the part that can be replaced by PLC is the control circuit. The first step in converting traditional electrical diagrams to ladder diagrams is i/o coding, that is, the input/output components in the traditional electrical diagrams are first determined to correspond to the external input/output terminal numbers in the PLC, and the external input component wiring method is to use a/b contacts, as shown in Table 1.
(a): External connection using a contact method
(b): External connection using b contact method
04 PLC external wiring diagram
After the input/output components are coded by I/O and the external input components are determined to use the A/B contact wiring method, the PLC external wiring diagram is shown in Figure 2. The figure shows the Fengwei Vigor-VB series PLC model, which uses NPN wiring, that is, the 24V terminal and the S/S terminal are connected in parallel.

05 PLC Ladder Diagram
The programming steps for converting traditional electrical diagrams into ladder diagrams are as follows:
(1) Convert the control circuit in the electrical diagram directly into the corresponding ladder diagram. Because the PLC ladder diagram stipulates that the contacts are in front and the output coil must be at the end of the loop. Therefore, the electrical diagram must be redrawn first, and the positions of the contacts and output coils in the diagram must be appropriately changed to meet the requirements of the PLC ladder diagram. The redrawn electrical diagram is shown in Figure 3.

(2) Replace the input/output components in the electrical diagram with the component numbers after the i/o coding. It should be noted here that the CA contact and CB contact of TH-RY should be separated and each become a control circuit, as shown in Figure 4.

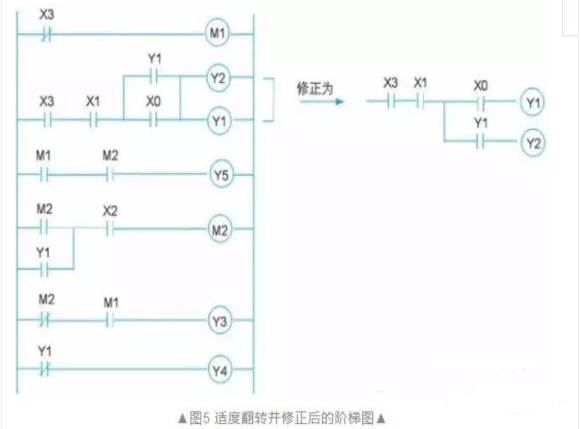
(3) Rotate the electrical diagram shown in Figure 4 90° to the left and then flip it vertically (upsidedown) to become a PLC ladder diagram. However, due to:
(1) y1, x0 contacts,
(2) The output coils y1 and y2 do not conform to the general programming software format and must be appropriately corrected, as shown on the right side of Figure 5.
※If you use Visio to draw electrical diagrams, it will be easy to rotate it 90° to the left and then flip it vertically.
(4) The ladder diagram drawn using the programming software, as shown in FIG6 , is exactly the same as the ladder diagram after being appropriately flipped and corrected.

06 Instructions
Converting the ladder diagram into instructions is as follows:

07 PLC conversion wiring and ladder diagram
PLC external input/output wiring and ladder diagram after complete conversion of traditional electrical diagram. PLC external input/output wiring and ladder diagram after using software program to replace hardware wiring, as shown in Figure 7 below.

Previous article:Five common faults of motor soft starters and causes and repair methods of motor vibration
Next article:How to intervene in the motor control strategy as early as possible to optimize the motor's NVH?
- Popular Resources
- Popular amplifiers
 OPA128LM-BSS2
OPA128LM-BSS2




- Red Hat announces definitive agreement to acquire Neural Magic
- 5G network speed is faster than 4G, but the perception is poor! Wu Hequan: 6G standard formulation should focus on user needs
- SEMI report: Global silicon wafer shipments increased by 6% in the third quarter of 2024
- OpenAI calls for a "North American Artificial Intelligence Alliance" to compete with China
- OpenAI is rumored to be launching a new intelligent body that can automatically perform tasks for users
- Arm: Focusing on efficient computing platforms, we work together to build a sustainable future
- AMD to cut 4% of its workforce to gain a stronger position in artificial intelligence chips
- NEC receives new supercomputer orders: Intel CPU + AMD accelerator + Nvidia switch
- RW61X: Wi-Fi 6 tri-band device in a secure i.MX RT MCU
 Professor at Beihang University, dedicated to promoting microcontrollers and embedded systems for over 20 years.
Professor at Beihang University, dedicated to promoting microcontrollers and embedded systems for over 20 years.






- LED chemical incompatibility test to see which chemicals LEDs can be used with
- Application of ARM9 hardware coprocessor on WinCE embedded motherboard
- What are the key points for selecting rotor flowmeter?
- LM317 high power charger circuit
- A brief analysis of Embest's application and development of embedded medical devices
- Single-phase RC protection circuit
- stm32 PVD programmable voltage monitor
- Introduction and measurement of edge trigger and level trigger of 51 single chip microcomputer
- Improved design of Linux system software shell protection technology
- What to do if the ABB robot protection device stops
- CGD and Qorvo to jointly revolutionize motor control solutions
- CGD and Qorvo to jointly revolutionize motor control solutions
- Keysight Technologies FieldFox handheld analyzer with VDI spread spectrum module to achieve millimeter wave analysis function
- Infineon's PASCO2V15 XENSIV PAS CO2 5V Sensor Now Available at Mouser for Accurate CO2 Level Measurement
- Advanced gameplay, Harting takes your PCB board connection to a new level!
- Advanced gameplay, Harting takes your PCB board connection to a new level!
- A new chapter in Great Wall Motors R&D: solid-state battery technology leads the future
- Naxin Micro provides full-scenario GaN driver IC solutions
- Interpreting Huawei’s new solid-state battery patent, will it challenge CATL in 2030?
- Are pure electric/plug-in hybrid vehicles going crazy? A Chinese company has launched the world's first -40℃ dischargeable hybrid battery that is not afraid of cold
- TI Embedded Live Month: In-depth exploration of new applications of embedded products in industry and automobiles. The fourth session will be live at 10:00 today.
- The price of chips has increased 20 times? Reportedly, there is panic stockpiling in China
- 【GD32L233C-START Review】2. Timer interrupt
- [Shanghai Hangxin ACM32F070 development board evaluation] 4. LCD_TK program analysis
- These pictures can explain the problems in the previous class. Popular science and practical application
- Automatic watering system based on esp32s2-work submission
- Principles and Design of Automatic Control (5th Edition)
- C2000Ware for C2000 MCUs
- MSP430F5529 ADC Reference
- Can I apply for a demo test in the Qorvo New Product Forum?






 京公网安备 11010802033920号
京公网安备 11010802033920号