With the development of microcomputer control technology, single-chip microcomputers have become the leader with their unique performance and superior performance/price ratio, and are increasingly valued by people, especially in household electrical appliances, industrial process control and intelligent instruments. The application of automatic shearing machine sequence control system is a typical example. The following is an introduction to the automatic shearing machine control system designed using the single-chip microcomputer 8031. The system has been put into production and use, with stable and reliable operation, high control accuracy, and easy maintenance and use. This system was developed and researched at the request of the enterprise and is an economical and practical CNC system. It preserves the main structure of the original machine tool and adds functional carriers such as automatic feeding, unloading, shearing, and CNC fixed length.
1 Design system requirements
The structure and working principle of the automatic shearing machine system are shown in Figure 1. The system can cut large pieces of plate as required and transport them to the packaging line or various material points by the feeding trolley. When not in action, the limit switches ST2, ST3 and ST4 of the pressure block and shear knife are all disconnected, and the travel switch ST1 and the photoelectric proximity switch ST7 are also disconnected. The shear knife, pressure block and material selection mechanism are driven by AC motors respectively, and the material transport trolley is driven by a DC control motor. Its working process is as follows:
(1) Read the state of the limit switch ST6 to determine whether the trolley is unloaded. If it is unloaded, it can start working.
(2) Start the feeding trolley and put it in place. At this time, the limit switch ST5 is closed.
(3) SSRe is energized to start the feeding mechanism E and drive the plate to move to the right.
(4) When the plate hits the travel switch ST1, the feeding stops, and at the same time SSRb is energized to start the pressing mechanism, press the pressing block B, and reset the upper limit switch ST2 of the pressing block.
(5) When the pressing block is in place and presses the sheet, the lower limit switch ST3 of the pressing block is closed.
(6) SSRe is energized, and the shearing knife mechanism is started to control the shears of the shearing machine to fall. At this time, ST4 is reset and closed until the sheet is cut. When the sheet falls and passes through the photoelectric proximity switch ST7, ST6 outputs a pulse and increases the 8031 counter by 1.
(7) Determine whether there are enough sheets on the trolley. If not, continue to repeat the steps (3) to (7) after starting the feeding mechanism. Once the number is sufficient, the control motor is energized, the control motor of the material transport trolley rotates forward, the trolley moves to the right, and the cut sheets are delivered to the packaging line or various material use points. After the sheet is unloaded, the trolley is started to reverse and return to the bottom of the shearing machine, and the shearing and loading work of the next car is started.
The length L of the sheet can be freely adjusted according to needs. The number of sheets on each car (bundle) can be given by the machine keyboard or set by the dial keyboard. The counting value of the fixed cutting and packaging line or the sheet metal sent to each material point can be changed arbitrarily, which is completed by the software system.

2 Hardware system design
The hardware design circuit diagram 2 shows the hardware design circuit of the automatic shearing machine production process control using the 8031 single-chip microcomputer.
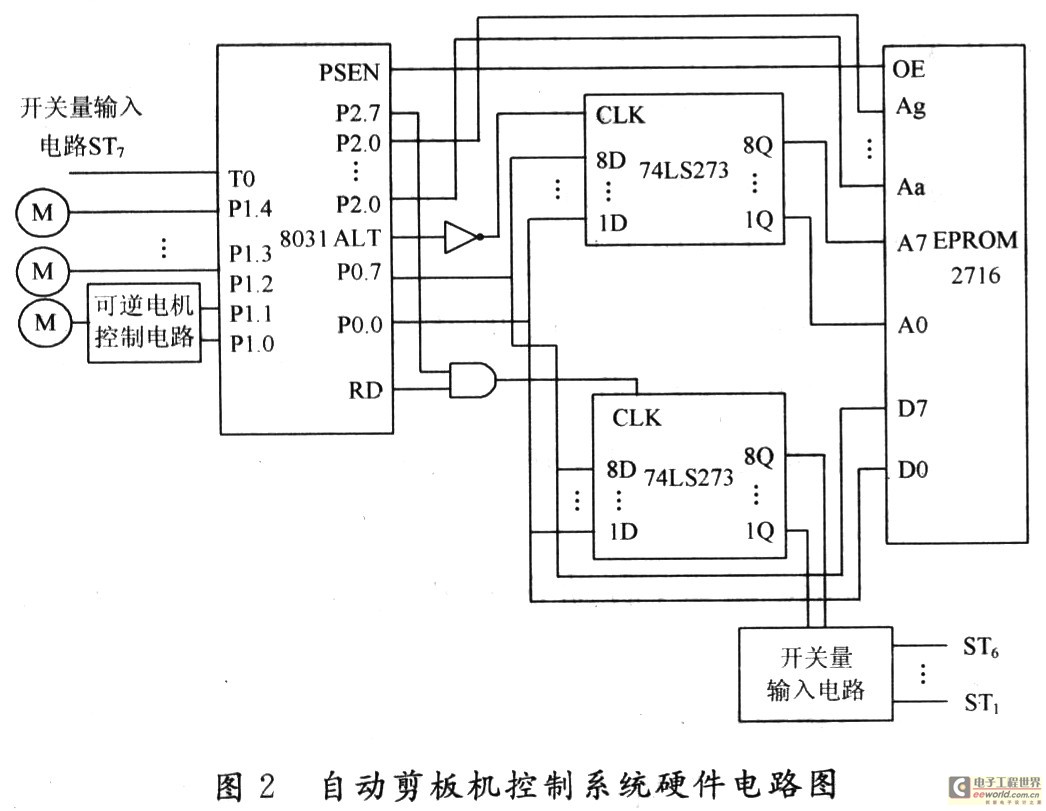
The system mainly consists of a single-chip microcomputer 8031, a 2716 readable and writable memory, 7 switch inputs (ST1~ST7), 3 solid-state relay control interfaces, and a motor bidirectional control interface; in addition, there is a counter to count the sheared sheets. In Figure 2, 74LS273-1# is an address latch, and the internal timer/counter 0 of 8031 is used as a sheet counter; 74LS273-2# is an I/O expansion interface, and its address is 7FFFH. Here, 1D~6D are used as switch input bits, connected to ST1~ST6 respectively, and P1.0 and P1.1 are used as bidirectional motors (i.e., reversible DC motors M1) to control the trolley to move forward or backward. P1.2~P1.4 of P1 port are used to control the AC drive motors of the shearing machine, block press and feeding mechanism to complete shearing, pressing and automatic feeding operations. In order to improve the anti-interference ability of the system and simplify the hardware system design, it adopts full floating technology, that is, each input end of the switch quantity is connected with a photoelectric isolator; the control output uses a photoelectric isolation solid relay.
2.1 Switching quantity input interface circuit
The switching quantity input interface circuit adopts a photoelectric isolator, as shown in Figure 3. In the figure, when the control switch ST1 is disconnected, no current flows through the light-emitting diode, so the phototransistor is cut off and the output is a high level ("1"); once ST1 is closed, the light-emitting diode is turned on, causing the phototransistor to turn on and output a low level ("0").

2.2 Output control circuit
The output control circuit uses a solid relay SSR, and its interface circuit is shown in Figure 4. The input is TTL level, and the output is AC load. When the P1.4 terminal outputs a high level "1", the solid relay SSR is turned on, and the AC motor is powered on; conversely, if the P1.4 terminal outputs a low level ("0"), the SSR is cut off, and the AC motor is also powered off and stopped. The other two circuits are exactly the same. In order to achieve the purpose of photoelectric isolation, the four DC solid relays QS1~QS4 form a reversible DC motor control circuit (i.e., a bidirectional servo motor control circuit), as shown in Figure 4.

The truth table of reversible DC motor control (i.e. bidirectional motor control) is shown in Table 1.

It is worth noting that the system does not necessarily have to use all optoelectronic isolation technology or solid-state relays, and a simple circuit can also be designed. The full floating technology is used here mainly to give readers a more comprehensive understanding of the full floating single-chip control system.
3 Software Design
The software for automatic shearing machine production process control adopts a modular structure. The program design of the sequential control system can be carried out according to the flow chart, or each step can be written into a program table, or a logical function diagram can be drawn. The control program is divided into two parts. One part is the main program, which is used to initialize the system, that is, to set the interrupt control word and counting constant, etc.; the other part is the interrupt service program, which controls the production process of the shearing machine system.

Because this system is a sequential control system, it belongs to time-sharing control and has low real-time performance, so a program query control method is adopted. In the design of the control subroutine for controlling the acceleration and deceleration of the electromechanical movement, in order to ensure that the control electromechanical does not lose steps or overshoot during frequent start-stop operation, and to ensure the accuracy and speed of the system, according to the rigid body rotation theorem of mechanics, refer to the characteristics of the control motor, and combine the load test conditions.
3.1 Main program
The main program is used to initialize the system, that is, to set the interrupt control word and counting constant, etc. After the main program is executed, it enters the waiting state. When the system needs to work, as long as the operator presses the Start button, it can go to the corresponding interrupt service program.
The main program flow chart is shown in Figure 6.
The main program is as follows:

3.2 Interrupt Service Program
The interrupt service program is used to sequentially control the system. The interrupt service program flow chart is shown in Figure 7.

The interrupt service routine is as follows:


4 Conclusion
This system is a sequential control system designed with 8031 single-chip microcomputer. It has few hardware circuits, simple interfaces, and convenient software development and debugging. After adopting optical isolation and other measures at the input and output ends, the anti-interference effect is very good. After the actual application of automation transformation of multiple shearing machines of different models, it is fully demonstrated that this system has the characteristics of high integration, high processing accuracy, good economy, convenient operation, high automation level, etc., and the reliability, maintainability and flexibility of the equipment are excellent, which can basically meet the growing needs of modern large-scale production in electromechanical equipment factories.
Previous article:Design of city water supply network detection and valve intelligent control system
Next article:Design and implementation of a small unmanned target drone's altitude-controlled flight control system
- Popular Resources
- Popular amplifiers
 AD8031BN
AD8031BN- Molex leverages SAP solutions to drive smart supply chain collaboration
- Pickering Launches New Future-Proof PXIe Single-Slot Controller for High-Performance Test and Measurement Applications
- CGD and Qorvo to jointly revolutionize motor control solutions
- Advanced gameplay, Harting takes your PCB board connection to a new level!
- Nidec Intelligent Motion is the first to launch an electric clutch ECU for two-wheeled vehicles
- Bosch and Tsinghua University renew cooperation agreement on artificial intelligence research to jointly promote the development of artificial intelligence in the industrial field
- GigaDevice unveils new MCU products, deeply unlocking industrial application scenarios with diversified products and solutions
- Advantech: Investing in Edge AI Innovation to Drive an Intelligent Future
- CGD and QORVO will revolutionize motor control solutions






- Innolux's intelligent steer-by-wire solution makes cars smarter and safer
- 8051 MCU - Parity Check
- How to efficiently balance the sensitivity of tactile sensing interfaces
- What should I do if the servo motor shakes? What causes the servo motor to shake quickly?
- 【Brushless Motor】Analysis of three-phase BLDC motor and sharing of two popular development boards
- Midea Industrial Technology's subsidiaries Clou Electronics and Hekang New Energy jointly appeared at the Munich Battery Energy Storage Exhibition and Solar Energy Exhibition
- Guoxin Sichen | Application of ferroelectric memory PB85RS2MC in power battery management, with a capacity of 2M
- Analysis of common faults of frequency converter
- In a head-on competition with Qualcomm, what kind of cockpit products has Intel come up with?
- Dalian Rongke's all-vanadium liquid flow battery energy storage equipment industrialization project has entered the sprint stage before production
- Allegro MicroSystems Introduces Advanced Magnetic and Inductive Position Sensing Solutions at Electronica 2024
- Car key in the left hand, liveness detection radar in the right hand, UWB is imperative for cars!
- After a decade of rapid development, domestic CIS has entered the market
- Aegis Dagger Battery + Thor EM-i Super Hybrid, Geely New Energy has thrown out two "king bombs"
- A brief discussion on functional safety - fault, error, and failure
- In the smart car 2.0 cycle, these core industry chains are facing major opportunities!
- The United States and Japan are developing new batteries. CATL faces challenges? How should China's new energy battery industry respond?
- Murata launches high-precision 6-axis inertial sensor for automobiles
- Ford patents pre-charge alarm to help save costs and respond to emergencies
- New real-time microcontroller system from Texas Instruments enables smarter processing in automotive and industrial applications
- AMS Christmas Gift Campaign: Scan the QR code, follow, play games, and win gifts!
- Case Study: Application of Doherty Power Amplifier Module in Large-Scale Antenna Array System
- MicroPython emergency update 1.19.1
- EEWORLD University Hall----Isolated power supply for PLC I/O modules
- ESP32 can't run the webserver example.
- C2000 series TMS320F28335 ADC considerations
- Project Development
- Car box disassembly
- Free application: Anxinke NB-IoT development board EC-01F-Kit (gift reviewer 300M annual card)
- Problems with lsm303agr measuring magnetic field






 京公网安备 11010802033920号
京公网安备 11010802033920号