What is PLC?
PLC stands for Programmable Logic Controller and is an industrial-scale device with computing power used to control production processes in assembly lines, robotic cells, industrial machinery, and other manufacturing environments. They are used for processes such as fault detection, high reliability, and programmable manufacturing control. PLCs operate in real time because their inputs must be processed in a very short time. The timeliness of their operation is always critical to successfully achieve control purposes. The main motivation for the introduction of PLCs decades ago was to replace hard-coded relay systems with more flexible programmable controllers.
PLCs look different from traditional computers because they are ruggedized to resist wear and vibration. There are many types of PLCs, which vary in the number and type of I/O (input/output), housing and packaging, and the ability to interact with other PLCs and SCADA systems. These characteristics of PLCs determine their ability to operate in harsh industrial environments, withstand high temperatures and vibrations, and be immune to electrical noise.
The most common functions of a PLC controller are similar to those of an electromechanical relay. Specifically, a PLC receives a set of discrete inputs and checks whether the inputs are open or closed. This operation is based on a "scan cycle" where the PLC reads its inputs, executes its programmable logic, and writes its outputs. These three steps are repeated over and over as the scan cycle is repeated within the PLC's operating range.
PLC programs perform a logical "AND" function on a series of inputs. When all input bits are on, current is allowed to flow. Similarly, they also implement a logical "OR" function on a set of inputs provided in parallel. In this case, current is allowed to flow if at least one input is on. When implementing these functions, the PLC applies a certain order in the evaluation of the logical functions. It is strictly executed from left to right and from top to bottom, as opposed to the less strict operation of traditional relays. There are also PLCs that implement more complex functions (for example, internal discrete logic functions) to produce outputs that indicate completion or certain errors.
End users, such as automation engineers, interact with the PLC to configure it, but also to receive alarms and notifications. To this end, the PLC provides a human machine interface (HMI), including a graphical user interface (GUI). Common HMI controls include buttons, lights, text displays, and touch screens. In complex installations, the PLC can be connected to a personal computer, providing a more sophisticated and ergonomic user interface.
Components of PLC
PLC consists of the following main components:
-
Power supply: It supplies power to the various components of the PLC via a DC voltage. To do this, the power supply converts the user's line AC voltage (for example, 120 volts in the United States) to a lower DC voltage (for example, 24 volts).
-
Processor: This is a solid-state device that enables industrial control functions and other process control functions in manufacturing environments (such as production lines, machine tools, robotic equipment).
-
Input/Output (I/O): PLC consists of various input and output modules. Input modules detect the status of input signals from various sources such as buttons, switches, and various sensors. On the other hand, output modules are used to control devices such as relays and lights.
-
Communication Modules and Protocols : The communication modules of a PLC facilitate the transfer of digital data between the PLC and other devices at the industrial site. To enable this transfer, the communication modules implement one or more protocols, both wired and wireless. A non-exhaustive list of industrial protocols used by PLCs include EtherNet/IP, Profibus, Modbus, Interbus, ProfiNet, and others. PLC communication occurs through built-in ports on the device, such as USB (Universal Serial Bus), Ethernet, RS-232, RS-485, and RS-422 ports. PLCs use these ports to communicate with software systems, external devices such as sensors, actuators, and other control systems such as SCADA.
-
Redundancy: Important industrial PLC installations provide some kind of redundancy. Specifically, they contain a shadow PLC system that takes over the primary system in the event of a failure. To detect situations in which the redundant system must be activated, the PLC implements a heartbeat mechanism.
-
PLC Program : A key element of a PLC device is its control logic, which is programmed and reflected in specialized languages for industrial automation and electrical systems, such as ladder diagrams and function block diagrams.
PLC Programming - Ladder Logic and Ladder Diagram
PLC logic can be programmed in different languages, including high-level visual programming languages. One of the most popular visual programming languages for PLC control logic and configuration is ladder logic (LL), which is reflected in the ladder diagram (LD). The main advantage of ladder logic is that it provides a visual interface, which significantly reduces the learning curve for PLC programming. In addition, the structure of ladder diagrams and ladder diagrams is similar to relay circuits, which makes them easy for mechatronics engineers and industrial engineers to understand and use. Likewise, familiarity with bitwise operators and Boolean logic helps in understanding and using ladder logic.
From a programming point of view, ladder logic uses symbolic notation to express logical operations. Therefore, a ladder logic program consists of bulk mathematical logic in symbol positions, i.e. based on bitwise logical operations, and its structure resembles a ladder. This is the reason and rationale behind the name "ladder logic". The exact structure of ladder logic is specified by the PLCOpen standard, which makes it a standardized programming language. However, ladder logic was not invented for traditional programmers of high-level programming languages. Instead, it was designed primarily for technicians, electricians, and electrical engineers who are familiar with electrical signals. Therefore, ladder logic symbols look like electrical signals such as contacts and relays. These symbols map to Boolean and symbolic logic in the context of ladder logic programs.
Ladder logic is the most popular PLC programming language, but it is not the only way to program a PLC. Other popular languages include Sequential Function Chart (SFC), Function Block Diagram (FBD), Structured Text (ST), and Instruction List (IL). These languages are similar to ladder logic in concept and syntax while providing a smooth learning curve for engineers and technicians familiar with electrical concepts.
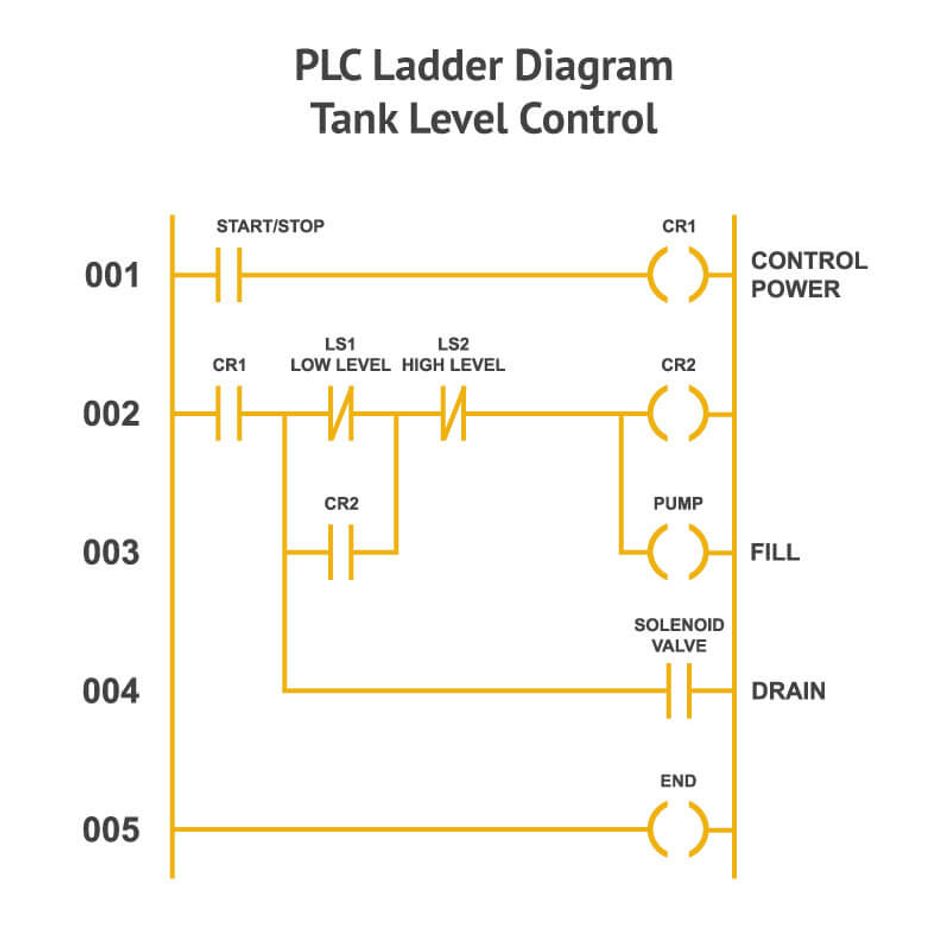
Ladder Diagram Example
PLC Applications: Selecting a PLC for Your Industrial Application
Given the wide variety of PLCs available, industrial engineers must go through a process of evaluating different devices to select the best fit for their task. To do this, they must review the requirements of their system and the application in which the PLC will be used. Likewise, information and requirements regarding the PLC's I/O capacity must be gathered, and the type of target output must be clear. For example, the electrical requirements of the I/O modules must be documented, including input device voltage, output device voltage, and current. It is also important to determine whether the PLC should support special operations and advanced functions beyond simple discrete (on/off) logic.
Another important aspect of selecting a PLC involves the memory and CPU (central processing unit) of the PLC device. To determine the CPU requirements, it is important to understand the speed of the industrial process or machine to be controlled. This involves determining the fastest operation required, as well as the time criticality and response time of various operations. Communication requirements also need to be considered during the PLC selection process. Specifically, data sharing needs must be determined as well as the devices that must communicate with the PLC (e.g., computers, touch screens in workstations). In this way, any required communication equipment (e.g., modems, cables) can also be identified.
The PLC selection process must also consider the need to interact with the operator through some interface, such as push buttons or LED (light emitting diode) digital displays. Specifically, the selected PLC must support the display of correct messages to the operator as well as any required alarms and notifications. Likewise, the operator should be provided with a method to enter data as required by the application.
The PLC selection process must also consider the physical environment that the automation equipment will be deployed in. It is important to employ equipment that is properly ruggedized, that is, strong and resistant to the shocks imposed by the target environment at hand.
Finally, there are non-technical criteria that drive the selection decision, including the cost of the equipment and the quality of the complementary services provided, such as training and after-sales support. The various criteria must be weighed and their relative importance for the application at hand. This will drive the selection of a product with the appropriate modules, value-added programmable features, operator interface, and cost.
Overall, PLCs are one of the most popular devices in industrial control applications. They are also expected to continue to be the core of industrial control in the era of the Fourth Industrial Revolution (Industry 4.0). However, emerging Industry 4.0 applications will provide ways to drive the operation of PLCs in an intelligent and data-driven manner. Specifically, the operation of PLCs in Industry 4.0 is driven not only by sensors and cyber-physical devices, but also by cloud-based data analysis. This is expected to improve the accuracy and intelligence of the next generation of industrial automation systems. In this context, it makes sense for young engineers to learn more about PLCs and their operation.


Previous article:What are the power factors in IGBT module applications?
Next article:What does PT disconnection mean? Why is PT disconnection so serious?
Recommended ReadingLatest update time:2024-11-16 09:38

- Popular Resources
- Popular amplifiers
 Siemens PLC Programming Technology and Application Cases (Edited by Liu Zhenquan, Wang Hanzhi, Yang Kun, etc.)
Siemens PLC Programming Technology and Application Cases (Edited by Liu Zhenquan, Wang Hanzhi, Yang Kun, etc.)




- Huawei's Strategic Department Director Gai Gang: The cumulative installed base of open source Euler operating system exceeds 10 million sets
- Analysis of the application of several common contact parts in high-voltage connectors of new energy vehicles
- Wiring harness durability test and contact voltage drop test method
- Sn-doped CuO nanostructure-based ethanol gas sensor for real-time drunk driving detection in vehicles
- Design considerations for automotive battery wiring harness
- Do you know all the various motors commonly used in automotive electronics?
- What are the functions of the Internet of Vehicles? What are the uses and benefits of the Internet of Vehicles?
- Power Inverter - A critical safety system for electric vehicles
- Analysis of the information security mechanism of AUTOSAR, the automotive embedded software framework
 Professor at Beihang University, dedicated to promoting microcontrollers and embedded systems for over 20 years.
Professor at Beihang University, dedicated to promoting microcontrollers and embedded systems for over 20 years.






- Innolux's intelligent steer-by-wire solution makes cars smarter and safer
- 8051 MCU - Parity Check
- How to efficiently balance the sensitivity of tactile sensing interfaces
- What should I do if the servo motor shakes? What causes the servo motor to shake quickly?
- 【Brushless Motor】Analysis of three-phase BLDC motor and sharing of two popular development boards
- Midea Industrial Technology's subsidiaries Clou Electronics and Hekang New Energy jointly appeared at the Munich Battery Energy Storage Exhibition and Solar Energy Exhibition
- Guoxin Sichen | Application of ferroelectric memory PB85RS2MC in power battery management, with a capacity of 2M
- Analysis of common faults of frequency converter
- In a head-on competition with Qualcomm, what kind of cockpit products has Intel come up with?
- Dalian Rongke's all-vanadium liquid flow battery energy storage equipment industrialization project has entered the sprint stage before production
- Allegro MicroSystems Introduces Advanced Magnetic and Inductive Position Sensing Solutions at Electronica 2024
- Car key in the left hand, liveness detection radar in the right hand, UWB is imperative for cars!
- After a decade of rapid development, domestic CIS has entered the market
- Aegis Dagger Battery + Thor EM-i Super Hybrid, Geely New Energy has thrown out two "king bombs"
- A brief discussion on functional safety - fault, error, and failure
- In the smart car 2.0 cycle, these core industry chains are facing major opportunities!
- The United States and Japan are developing new batteries. CATL faces challenges? How should China's new energy battery industry respond?
- Murata launches high-precision 6-axis inertial sensor for automobiles
- Ford patents pre-charge alarm to help save costs and respond to emergencies
- New real-time microcontroller system from Texas Instruments enables smarter processing in automotive and industrial applications
- What do RF engineers do all day?
- 【RVB2601 Creative Application Development】Work Submission
- [Silicon Labs BG22-EK4108A Bluetooth Development Review] 5. Automatically Create a Serial Printing Project
- [RVB2601 Creative Application Development] + Unboxing and Trial
- Do I have the right to share the software manual of eLinx2.1.1, the FPGA tool of Yihaiwei?
- Questions about the use of FSM+MLC
- [Allwinner heterogeneous multi-core AI intelligent vision V853 development board evaluation] nfs configuration
- Two-Phase Interleaved LLC Resonant Converter Reference Design Using C2000 MCU
- TI CC3200 WIFI Training Development Kit (OURS-SDK-WFB) IAR for ARM7.8 Debugging 1————Data Preparation
- Jiang Shangyi returns, Liang Mengsong resigns! SMIC responds






 京公网安备 11010802033920号
京公网安备 11010802033920号