introduction
my country is one of the countries with the most shortage of wood in the world. According to experts' prediction, by 2010, my country's wood consumption demand will reach 210 million cubic meters, while the gap will reach 60 million cubic meters. Among them, the wood-based panel industry accounts for a considerable proportion of consumption. Therefore, it is of great significance to improve the production efficiency of wood-based panels. As the key equipment for the production of wood-based panels, the hot press directly determines the production efficiency and product quality, and the performance of the hot press depends to a large extent on the quality of its control system. In view of the problem that the existing hot press adopts relay contact control, which makes the control circuit of the press more complicated, has too many contacts and a high failure rate, it is proposed to adopt PLC control in the hot press control system, which can save some relays and locking contacts, simplify the control circuit and improve the reliability of the equipment. PLC selects CPU224 CN, followed by a UniMAT UN223 module.
1. Basic working principle
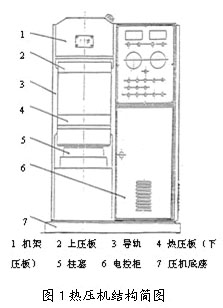
The experimental hot press is one of the laboratory equipments in the wood processing industry, scientific research institutions, colleges and universities, etc. It can be used for hot pressing experiments of fiberboard, particleboard, plywood, surface decorative board, plastic board, etc. Except for the heating system, its working characteristics and structure are basically the same as those of the production hot press. Figure 1 is a schematic diagram of the hot press structure studied in this paper. The upper pressing plate 2 of the hot press is fixed. During normal operation, the plunger cylinder at the bottom of the press is controlled so that the plunger 5 drives the lower pressing plate 4 to move upward to compact the slab; after the hot pressing treatment, the plunger 5 drives the lower pressing plate 4 to move downward, and after it is in place, it is ready for the next work. According to the requirements of the artificial board production process, the key to the operation of the press is position control and pressure control. The system uses a proportional flow valve to adjust the speed and then realize position control.
2. Design ideas of PLC control system
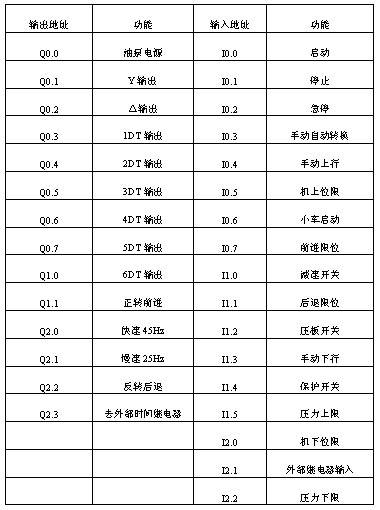
First of all, the reliability of the equipment in production must be met. Because the original equipment control part has many components and the control line is complicated, it is very difficult to troubleshoot. For this reason, it is possible to consider using PLC control for the control part of the hot press oil cylinder lifting. While meeting the requirements, the input points and output points should be minimized to improve the overall equipment reliability. In addition, considering the equipment overhaul, maintenance and trial production of new types of plates, it is necessary to add manual and automatic conversion switches to the control circuit. During overhaul, in order to prevent the raised press plate from being displaced due to misoperation, a protection switch is installed. When the switch is in the protection state, even if misoperation occurs, the press plate will not move down due to electrical interlocking. Based on the above design ideas, according to the press work process, 17 input points and 14 output points, a total of 31 points, are determined. The CPU224 product (this product has 10 input points and 10 output points) is used to connect UN223 (this product has 16 input points and 16 output points). Combined with the characteristics of this series of hot presses, the control circuit is designed and the control program is compiled; the input and output addressing is shown in Table 1.
Table 1 Input and output addressing of plywood hot press
3. Working principle and control process
Take the fast veneer press as an example. This series of hot presses are equipped with 4 oil cylinders, which are placed on the top. The hydraulic oil circuit needs to be controlled by 6 solenoid valves. Due to the different specifications of the designed hot presses, the power of the oil pump motor ranges from 10 to 22 kW. In order to reduce the starting current of the motor, it is designed to be Y/△ starting. The plywood blank is loaded by a trolley. The bearing part of the trolley can move in one direction. When the trolley exits, the slab automatically slides onto the pressing plate. The trolley drive motor is controlled by a frequency converter, which can realize fast entry and slow exit of the trolley.
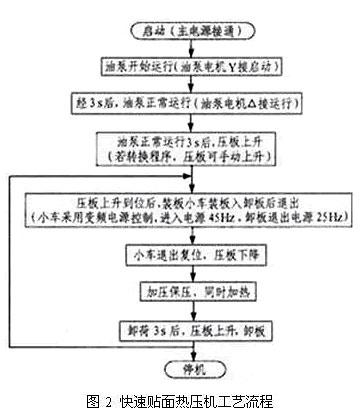
Figure 2 shows the process flow of the hot press machine for rapid veneer plywood
There are 6 solenoid valves controlling the oil cylinder, of which 1 1DT is the main oil inlet valve; the upper and lower oil circuits of every two oil cylinders are connected in parallel, divided into 2 groups, each group has 1 upper oil inlet valve 3DT, 5DT and 1 lower oil inlet valve 2DT, 4DT, and a total oil return valve 6DT.
When oil enters the lower part of the oil cylinder, the plunger moves up; when oil enters the upper part, the plunger moves down. That is, when 1DT, 2DT, and 4DT work, the pressure plate rises, and when 1DT, 3DT, and 5DT work, the pressure plate drops and pressurizes; when 6DT works, the oil cylinder is unloaded. The hydraulic oil pump is driven by a three-phase AC asynchronous motor. In order to reduce the starting current, it needs to reduce the voltage. It adopts the Y/△ mode to start, and the conversion time is 2 to 5 s. When the oil pump works normally for 3 seconds, the pressing plate rises to the position (the upper limit switch is set), and then the pressing plate stops rising; at this time, the loading trolley with the slab enters quickly, and after reaching the set position, the trolley unloads the slab and starts to retreat, and stops retreating after touching the retreat limit switch.
While the trolley unloads the plate and moves backward, the platen begins to descend. When it hits the lower limit switch, it stops descending, starts to maintain pressure and starts timing. As the oil pressure increases, the pressure between the moving and fixed plates increases. When the set upper limit pressure is reached, the upper limit switch of the electric contact pressure gauge is disconnected and the pressurization stops. The pressure required for hot pressing is automatically controlled by each group of solenoid valves to maintain pressure until the end of hot pressing, and then unloading begins. The platen rises after 3 seconds. Unloading is done manually.
For safety reasons, a conversion switch is added to the control circuit, and a protective device is added to the press rise control circuit. When the pressure plate rises to the right position, the switch is manually closed, so that the dynamic pressure plate will not fall and injure people due to malfunction during equipment maintenance. At the same time, an overpressure protection switch is added to the pressure control circuit to prevent the oil pressure from continuing to increase pressure after reaching the upper limit. If overpressure occurs, the switch is automatically disconnected, the solenoid valve loses power and closes, and the pressurization stops. When the pressure drops to the allowable value, the switch is closed again, and the system control returns to normal.
Previous article:The use of human-machine interface and PLC in vacuum forming machine
Next article:Application of Fieldbus Control System in Water Treatment System
Recommended ReadingLatest update time:2024-11-17 00:29

- Popular Resources
- Popular amplifiers
 Siemens PLC Programming Technology and Application Cases (Edited by Liu Zhenquan, Wang Hanzhi, Yang Kun, etc.)
Siemens PLC Programming Technology and Application Cases (Edited by Liu Zhenquan, Wang Hanzhi, Yang Kun, etc.)




- Molex leverages SAP solutions to drive smart supply chain collaboration
- Pickering Launches New Future-Proof PXIe Single-Slot Controller for High-Performance Test and Measurement Applications
- CGD and Qorvo to jointly revolutionize motor control solutions
- Advanced gameplay, Harting takes your PCB board connection to a new level!
- Nidec Intelligent Motion is the first to launch an electric clutch ECU for two-wheeled vehicles
- Bosch and Tsinghua University renew cooperation agreement on artificial intelligence research to jointly promote the development of artificial intelligence in the industrial field
- GigaDevice unveils new MCU products, deeply unlocking industrial application scenarios with diversified products and solutions
- Advantech: Investing in Edge AI Innovation to Drive an Intelligent Future
- CGD and QORVO will revolutionize motor control solutions






- Innolux's intelligent steer-by-wire solution makes cars smarter and safer
- 8051 MCU - Parity Check
- How to efficiently balance the sensitivity of tactile sensing interfaces
- What should I do if the servo motor shakes? What causes the servo motor to shake quickly?
- 【Brushless Motor】Analysis of three-phase BLDC motor and sharing of two popular development boards
- Midea Industrial Technology's subsidiaries Clou Electronics and Hekang New Energy jointly appeared at the Munich Battery Energy Storage Exhibition and Solar Energy Exhibition
- Guoxin Sichen | Application of ferroelectric memory PB85RS2MC in power battery management, with a capacity of 2M
- Analysis of common faults of frequency converter
- In a head-on competition with Qualcomm, what kind of cockpit products has Intel come up with?
- Dalian Rongke's all-vanadium liquid flow battery energy storage equipment industrialization project has entered the sprint stage before production
- Allegro MicroSystems Introduces Advanced Magnetic and Inductive Position Sensing Solutions at Electronica 2024
- Car key in the left hand, liveness detection radar in the right hand, UWB is imperative for cars!
- After a decade of rapid development, domestic CIS has entered the market
- Aegis Dagger Battery + Thor EM-i Super Hybrid, Geely New Energy has thrown out two "king bombs"
- A brief discussion on functional safety - fault, error, and failure
- In the smart car 2.0 cycle, these core industry chains are facing major opportunities!
- The United States and Japan are developing new batteries. CATL faces challenges? How should China's new energy battery industry respond?
- Murata launches high-precision 6-axis inertial sensor for automobiles
- Ford patents pre-charge alarm to help save costs and respond to emergencies
- New real-time microcontroller system from Texas Instruments enables smarter processing in automotive and industrial applications
- [nRF52840 DK Review] Custom BLE Services
- 【AT32F421 Review】+ Unboxing and Quick Start
- 【Smart Desktop Interactive Robot】Completed
- [Project source code] [Modelsim FAQ] Definition of port reg and wire in TestBench
- Automatic indoor environment control system
- Looking for projects that have been undertaken for vehicle-mounted ambient lighting
- Correct timing
- Countdown 2 weeks! Shenzhen Electronics Fair opens on September 9, full guide to visiting the exhibition~
- msp430g2553 microcontroller
- Base station antenna, open it up for you to see!






 京公网安备 11010802033920号
京公网安备 11010802033920号