1. Evaluation of online testing equipment
Special equipment that is located at the production site and directly used to monitor the quality of parts and process operation is often called online testing equipment. They occupy an important position in the quality assurance system of modern enterprises characterized by batch production. Therefore, the importance of correct and reasonable evaluation, that is, the acceptance of new equipment before it is put into use and the regular calibration of the equipment in use is self-evident.
Although the use occasions of this type of special testing equipment, especially the multi-parameter comprehensive measurement equipment, are different, the working principles, types and structures are also very different, but there are many commonalities in the operation mode: the measurement object is basically fixed, but the shape is complex, the parameters to be tested are many, the frequency of use is very high, most of them adopt the comparative measurement principle, and the working environment is poor. On this basis, since the early 1990s, a variety of evaluation standards and guiding technical documents have appeared in foreign countries, which have played an important role in unifying and standardizing the acceptance and evaluation of online testing equipment, and have also had a profound impact on a large number of industrial sectors including the Chinese automobile industry.
Although the expressions of various documents are different, the evaluation indicators of online testing equipment are mainly the following two: repeatability and accuracy. Repeatability characterizes the consistency between the results obtained from multiple consecutive measurements of the same measured quantity under the same conditions. It profoundly reflects the ability of the equipment to adapt to the detection work. Using this indicator, we will have a thorough understanding of the status of random errors in the measurement results. For repeatability, the evaluation methods and index values adopted by various standards are not very different, and the competent departments of enterprises are also relatively easy to master and operate, but for accuracy, the situation is completely different.
Accuracy refers to the degree to which the test results of the measured quantity are consistent with their true values. According to the terminology explained in the ISO and national standards "Evaluation and Expression of Measurement Uncertainty" promulgated three years ago, it is a qualitative rather than quantitative indicator. In order to avoid misunderstanding, the traditional name of accuracy is still used below, which is consistent with accaracy in many foreign guiding standards. Undoubtedly, accuracy is a comprehensive reflection of the systematic error and random error in the measurement results. Like repeatability, it is also an important indicator for evaluating an online detection equipment (apparatus).
2 Analysis of the accuracy evaluation method of online detection equipment
Whether the traditional error analysis is used or the standard deviation of the prior probability distribution estimated based on experience or other information is used to express the measurement uncertainty (Class B evaluation), it is essentially a static method. In order to have a quantitative basic estimate of the accuracy level of the detection equipment, especially the general measurement (test) instrument, it is necessary and effective to apply such a method. However, as a user of an online detection equipment, you will always require a more direct way to objectively evaluate the accuracy of this equipment, and will not be satisfied with or limited to item-by-item analysis and synthesis. In fact, in foreign countries, the dynamic evaluation method of "comparison + processing" adopted by various guiding technical documents that have appeared in the past decade follows this idea. Simply put, this method is to evaluate the results of the data processing of two sets of corresponding measurement values of the same batch of workpieces on special detection (instrument) equipment and another detection instrument with higher accuracy, and then compare with the corresponding regulations.
Those special measuring instruments with a single measurement and simple structure, such as electronic (pneumatic) calipers, can be directly compared with the measuring instrument in the metrology room or even the gauge block as a standard. The accuracy Ac at this time can be expressed as:
Looking at some existing evaluation standards (guiding technical documents), they all adopt the method of comparing and measuring with a certain number of samples, but the data processing and evaluation regulations are different. The specific method of sampling is to collect a certain number of samples n in a period of time according to the process characteristics of the parts (products) being tested, and then measure a set of data yi (I=1~n) on a special inspection equipment, and then measure another set of data xi on a three-coordinate measuring machine. Some standards also stipulate that yi and xi need to be measured repeatedly for more rigorous considerations. The following are two representative types of evaluation. The two sets of measurement values of several samples are simply processed yi-xi:, requiring all differences (yi-xi) to be within the range of [a1, a2]. This evaluation criterion can also be expressed as
Ac=max{Y¡-X¡} (2)
Although this evaluation method seems to be too simple, it is often used because it is easy to operate and understand. One example is the online detection equipment on the car welding production line. In order to confirm the accuracy of its measurement of the total or upper key points of welding, this method is adopted. The sample collection stipulates that at least 20 workpieces should be extracted from 14 days of continuous production. They are tested on two measuring devices respectively, and the difference between all measured values should be within [-0.2mm, 0.2mm]. The tolerance of each measuring point of the spliced part is ±1mm, so the accuracy requirement is: Ac≤20%T.
The general expression of the accuracy assessment criterion is
Ac=Es+KS (3)
In formula (3), Es is the systematic error, S is the experimental standard deviation, and the coefficient K is the confidence factor, which is determined by the level of the confidence probability P Ac=Es+KS. If P is 95%, K=2.
Different guiding technical documents adopt the comparative measurement method when calculating Es and S, and often need to perform several repeated measurements on special testing equipment, but the data processing mode is different. But in general, the entire process of this type of assessment is cumbersome, which restricts their application to a certain extent.
Taking a relatively simple assessment standard as an example, the method of obtaining Es is introduced. Select n workpieces and perform continuous measurements on special testing equipment. The average value of the i-th workpiece after m repeated measurements is:
Ac≤20%·T (Ra≤0.8um)
Ac≤30%·T (0.8um≤Ra≤6.3um)
Ra is the surface roughness of the workpiece being measured.
3 Application of regression analysis theory in accuracy evaluation
Systematic error is caused by factors introduced due to deviation from measurement conditions or measurement methods, and it has a very important impact on the test results. Unlike random errors, systematic errors have certain regularities, but how to reveal them and thereby improve the accuracy of some measuring equipment is not easy. It must be possible to do so by using correct, reasonable, and highly operational analysis and processing methods.
Of course, it should be pointed out that if the accuracy Ac has reached the indicators specified in the corresponding evaluation standards after a series of tests and data processing according to the typical method introduced in the previous section, there is no need to explore the internal laws of the system error. The qualified repeatability test conducted before this shows that the stability of the equipment meets the requirements.
However, there is indeed such a tricky situation. The repeatability of the online detection equipment fully meets the evaluation indicators, but after comparison measurement with CMM and subsequent data processing, the accuracy Ac exceeds the tolerance, or even seriously exceeds the tolerance. We believe that it is appropriate to treat it seriously at this time.
Strictly speaking, the system error can be divided into fixed value system error and variable value system error. The former has a certain law in terms of size and direction for each measured value. By confirming the existence of the system error and finding the law of its change, it is possible to use the "set correction amount-compensation" processing method to effectively eliminate the fixed value system error.
We apply regression analysis theory to study the relationship between the two sets of data generated after comparison measurement to find the law of change of the measurement error of the online detection equipment being evaluated. Ultimately, the following two objectives are achieved:
(1) By evaluating the linear correlation between the two sets of measurement values, it is confirmed whether there is consistency and comparability between the online detection equipment and instruments with higher accuracy such as CMM. If, after measurement and judgment, the two are weakly correlated or even uncorrelated, the original conclusion of unqualified accuracy is valid.
(2) If the evaluation results show that there is a strong correlation between the two sets of measurement values, then after the corresponding data processing and the correction amount is found, compensation measures should be taken to eliminate the fixed value system error in the measurement results of the online detection equipment. After completing the correction/compensation steps, the accuracy assessment is performed to verify whether Ac has reached the specified index.
Correlation refers to the relationship between two or more random variables, and the correlation coefficient is a measure of the closeness of this relationship. It is defined as: the ratio of the covariance of two random variables to the product of their standard deviations, represented by Q.
that |r|≤1, and when r=0, the two sets of data are said to be completely unrelated, and the absolute value of r determines the degree of linear correlation between the two sets of values. Conventionally, when |r|≥0.7, it is called strong correlation, otherwise it is called weak correlation. Based on this, when evaluating the correlation between two sets of measured data generated by online detection equipment and CMM, if the correlation coefficient r is less than 0.7, it is considered that the two are not comparable, and no correction and compensation measures will be taken. Otherwise, follow the steps below to obtain the correction amount.
If the online detection equipment being evaluated has m measured parameters, it may be necessary to perform m correlation analyses, or it may only be necessary to do 1 or 2 times, depending on the specific situation. But under normal circumstances, it is mostly the former. Let j be one of the measured items, then the measurement values of n workpieces on the two instruments are {x1j, x2j, x3j,…, xnj} and {y1j, y2j, y3j,…ynj} respectively. Compare the two measured values of any workpiece i and calculate the deviation △ij:
△ij=Yij-Xij
The correction △j of the online detection equipment relative to the measured j is:
If each workpiece is measured repeatedly on the detection equipment k times, the deviation △ij obtained is , and the u measurements are the average value of the results. Compared with the above single measurement, the correction value obtained in this way will be more accurate, and the effect of eliminating the fixed value system error in the measurement result will be better after compensation.
, and the u measurements are the average value of the results. Compared with the above single measurement, the correction value obtained in this way will be more accurate, and the effect of eliminating the fixed value system error in the measurement result will be better after compensation.
Most modern multi-parameter comprehensive detection equipment is computer-controlled. Whether it is the comparative measurement principle or the absolute measurement principle, it is very convenient to input a set of correction values to achieve compensation.
4 Examples
The feasibility and effectiveness of the above methods have been well verified after practice. The following two application examples are used to illustrate.
4.1 Cylinder head multi-parameter comprehensive detection equipment
This comprehensive measurement equipment is located in a cylinder head production line with a high degree of automation in the machining workshop of the engine factory. It is used to detect the parameters such as the diameter of the intake and exhaust camshaft holes, the center distance of the hole, the distance from the center line of the hole to the bottom and side, and the coaxiality. Up to 42 items are measured. It adopts the comparative measurement working principle, the sensor type is a gas-electric (inductive) probe, and it has a complete computer control system. In the measuring room in a corner of the workshop, there is a metrological three-dimensional measuring machine PMM12106. According to regulations, two (1/shift) qualified workpieces are required to be sent to the measuring room for comparison and re-inspection every day.
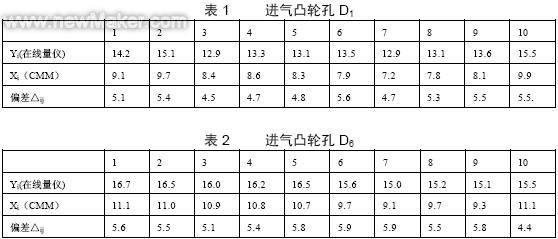
The results of the comparison measurement show that for any parameter being tested, there is a difference of about 4 to 6μm between the two measured values, and the online detection equipment is without exception larger. Given that this is a production line composed of advanced process equipment, the machine capability index of the processing machine tools is very high, and the CM and CMK values are generally much greater than 2.0, so that the actual manufacturing dimensions of the workpieces are very stable near the middle tolerance. Take the diameter of the two groups of 16 intake and exhaust camshaft holes (10 intakes and 6 rows) of the cylinder head with the highest requirements for measurement as an example. They are the parameters with the greatest processing and detection difficulty in this workpiece, but the CMM actual measurement results show that the aperture processed by batch production can be controlled at around Ф20.010. Tables 1 and 2 show the results of comparing and measuring 10 workpieces on the inspection equipment and the three-coordinate measuring machine for two different apertures. Figures
1 and 2 are the figures drawn based on this. The ordinate in the figure is the aperture size, but in order to express it clearly, the abscissa is calculated from the nominal value of Ф20, so the value indicating the deviation from Ф20 is in μm. Although the online measuring instrument has a gap of 4 to 6 μm compared with the CMM, it can be seen from the table and figure that when the actual size of the workpiece is near the middle tolerance, it will not affect the same evaluation of whether the workpiece is qualified or not. Therefore, the urgency of solving this problem head-on has not been highlighted for some time. It was only by chance that the results measured by the two devices made opposite judgments on the same workpiece, which led us to make a more in-depth analysis of this online inspection equipment. The statistical data including Tables 1, 2 and Figures 1 and 2 were accumulated in this way. The fact is that once the actual size of the processed part is close to the upper limit of the tolerance, the workpiece that is obviously qualified will be judged as out of tolerance by the online inspection equipment. Although it is necessary to adjust the machine tool to achieve the best processing level, under mass production conditions, the misjudgment of the online measuring instrument is undoubtedly very dangerous. [page]
intuitive impression has shown that there is a correlation between the two sets of data obtained by testing any measured object with two kinds of equipment. For this reason, it is necessary to carry out strict calculations according to the ideas and methods provided in the previous section, and then take targeted measures.
Step 1, evaluate the degree of linear correlation between the measured values {x1j, x2j, ..., x10j} and {y1j, y2j, ..., y10j} of the measured object j on the two instruments. For this reason, it is necessary to use these two sets of data and calculate the correlation coefficient r according to formula (4) in the previous section, and then make a judgment based on the absolute value of r.
Step 2, practice "correction-compensation" measures. The user should first set an indicator for the accuracy AC according to the actual situation and refer to some existing standards (guiding technical documents), for example: AC≤20%·T was mentioned in Section 2 of this article. For the 16 camshaft holes Ф0+0.021 of the cylinder head mentioned above, AC≤4 μm can be set. However, the comparison measurement shows that this indicator has been exceeded in most cases, so it is necessary to take compensation measures. On the contrary, if the "comparison" result of a certain parameter j under test shows that it is less than 4 μm, this step can be completely omitted.
In the third row of Table 1 and Table 2, the deviation △ij of the two measured values has been written. Then, according to formula (5) in the previous section, the correction value △j relative to the measured value j (i.e., the intake cam hole D1 in Table 1 and the intake cam hole D6 in Table 2) is calculated. Then, △j, △j+1, etc. are input into the computer controller of the online detection equipment one by one. For this cylinder head multi-parameter comprehensive measuring machine, since it adopts the comparative measurement working principle and is equipped with a "standard part" for zeroing, the above correction operation is relatively easy.
In order to verify the effect of the completed process, several workpieces can be selected for comparative measurement, which is actually done. Figures 3 and 4 are similar to Figures 1 and 2, and are also the comparison results of the diameters of the two intake cam holes. The degree of agreement between the two pairs of curves shows that, under the premise of proving the strong correlation, the accuracy has been greatly improved after taking compensation measures. The deviation of the measured value of the online detection equipment relative to the CMM is controlled within 2 to 3 μm.
4.2 On-line detection method of chassis welding assembly
This detection equipment is configured on an automatic welding production line in the body (welding) workshop of the car assembly plant, and the object of measurement is the chassis welding assembly. Completely different from machined parts, welding assemblies and stamping parts are mainly composed of free-form surfaces, and the measured parts are all the characteristic points of the surface (including the center of the hole) in space - to be precise, the position in the body coordinate system. There are 13 points to be measured on this chassis welding assembly, all of which are the center positions of the holes on the surface. Each point must be expressed by the three coordinates of x, y, and z, so in fact there are 39 parameters to be tested.
The online detection equipment is an advanced multi-sensor visual measurement system. The optical camera as a sensor has the characteristics of large range, non-contact, fast and high accuracy. In addition, with the help of some precision measuring instruments, the coordinates of the measured points of the workpiece in the measurement system can be converted into coordinates in the body coordinate system by adopting local calibration and global calibration methods. This greatly facilitates the direct evaluation of the measured results of various measured items of the chassis welding assembly.
In view of the large volume and poor rigidity of the welded assembly to be measured, if it is sent to the room where the large three-dimensional coordinate measuring machine is placed for comparison measurement, it is easy to deform during the transportation process, thus affecting the accuracy of the test results. After consideration, it was finally decided to use the articulated arm coordinate measuring machine PCMM to implement it at the production site. Compared with various CMMs generally used for stamping parts and welded parts, the accuracy of this portable machine is lower, but because the tolerances of various parameters of the measured workpiece are about ±1mm, and when measuring with PCMM, the positioning state of the workpiece is exactly the same as that of online detection, and some factors that cause errors are eliminated, it is still a practical and reliable method.
After comparing and measuring 13 measuring points and 39 spatial coordinates, corresponding tables and graphs were made. Table 3 is the measured data of measuring point 7 using the two detection methods.
First, according to the measured data of the 22 samples in Table 3, the correlation coefficient r between the corresponding data of the x, y, and z coordinates of point 7 on the workpiece measured by the online detection system and PCMM is calculated according to the correlation analysis method described above to confirm the degree of linear correlation. The calculation results are:
r7x = 0.935, r7y = -0.950, r7z = 0.941,
which shows that the correlation between the two is very high. Through the comparative measurement of another 12 measuring points and the correlation analysis of the two groups of measured results, the remaining 36 correlation coefficients r are obtained. The linear correlation level of all 39 measured items is shown in Table 4. Table 4 shows that the results of the comparative measurement of the online detection equipment used and the articulated arm coordinate measuring machine are strongly correlated. It should be pointed out that when the body coordinate system is established in the measurement process through local/global calibration, the Y coordinate direction of several measuring points is set in reverse, resulting in a negative correlation in the analysis of the comparative measurement results, which can be clearly seen from the curve 7-Y-Y in Figure 5. However, it was corrected by professionals after discovery.
Of course, before doing the above work, it is still necessary to evaluate whether the actual results of the online detection equipment have reached the specified accuracy indicators based on the comparison results of the two sets of measured values. The chassis welding assembly is similar to most car body panels. The tolerance of the 39 measured items on it is ±1mm, and the accuracy AC requires: AC≤20%·T. The actual measurement results show that all parameters, including the 3 items of measuring point 7, are beyond this range. Therefore, it is necessary and valuable to conduct the above linear correlation analysis and make corresponding corrections and compensations after confirming that the measurement results of the two detection equipment are comparable and strongly correlated.
are input into the control computer of the online detection equipment one by one to implement compensation for the fixed value system error. Then, it is verified by comparing and measuring several samples again, and the results show that the expected goal is achieved. The 39 measured parameters are measured by the online detection system, and the difference between them and PCMM is within the range of [-0.2mm, +0.2mm].
However, it should be pointed out that the fixed value system error shown by this equipment installed on the body production line when testing the chassis welding assembly is different from that in Example 1, mainly in the cause. From the previous analysis, it can be seen that the latter is mainly caused by the difference between the two measurement methods. Since they are relatively simple, the deviation after comparison measurement is closer. There are more factors that cause the difference in measurement results between this set of body online detection system and PCMM. In addition to the difference in measurement methods being the main reason, positioning error is also an important factor. When implementing online inspection, the workpiece is positioned by a two-dimensional round pin and a one-dimensional chamfered pin. However, because it is on the production automatic line, this process is not completed manually. In addition, due to the nature of the cover, the impact of positioning error is greater than that of Example 1. Of course, there are both "fixed value" and "random" components here, but the result is that the difference in the comparison measurement of the two inspection equipment varies within a large range. Undoubtedly, it is very difficult to reduce or even eliminate these error causes from the root, especially those factors determined by the measured part itself and the process characteristics.
Undoubtedly, it is not uncommon to use comparative measurement when evaluating a detection equipment. It can be said to be a common method. However, how to treat the measured data scientifically and reasonably, and then take corresponding follow-up measures to improve its accuracy level, in fact, has not been well solved in the past. For this reason, the accuracy evaluation of multi-parameter comprehensive measuring machines (instruments) in online inspection equipment is considered to be a thorny problem. Through the descriptions in the first two sections of this article and the last two examples, it is explained that based on the correlation analysis in mathematical statistics, combined with necessary data processing, correction and compensation, the accuracy of an online inspection equipment can be reproduced more realistically, providing a basis for objective evaluation. The proposed method is both standardized and highly operable, and is valuable to both equipment manufacturers and users.
References
1 Luo Ning, Zhang Yuping, Ren Bolin. Error factor analysis of microcomputer integrated measurement system. Tool Technology. 1999 No.1
2 Zhu Zhengde. Establishment and practice of online detection equipment evaluation method. Metrology Technology. 2001, No.10
3 Zhu Zhengde. Evaluation index of mechanical processing equipment capability - machine capability index. Automobile Standardization, 2002 No.1
4 Chen Gongzhen. Judgment and elimination method of fixed value system error. Metrology Technology. 2002, No.8 (end)
Reference address:Correlation Analysis Method in Accuracy Assessment of Online Testing Equipment
Special equipment that is located at the production site and directly used to monitor the quality of parts and process operation is often called online testing equipment. They occupy an important position in the quality assurance system of modern enterprises characterized by batch production. Therefore, the importance of correct and reasonable evaluation, that is, the acceptance of new equipment before it is put into use and the regular calibration of the equipment in use is self-evident.
Although the use occasions of this type of special testing equipment, especially the multi-parameter comprehensive measurement equipment, are different, the working principles, types and structures are also very different, but there are many commonalities in the operation mode: the measurement object is basically fixed, but the shape is complex, the parameters to be tested are many, the frequency of use is very high, most of them adopt the comparative measurement principle, and the working environment is poor. On this basis, since the early 1990s, a variety of evaluation standards and guiding technical documents have appeared in foreign countries, which have played an important role in unifying and standardizing the acceptance and evaluation of online testing equipment, and have also had a profound impact on a large number of industrial sectors including the Chinese automobile industry.
Although the expressions of various documents are different, the evaluation indicators of online testing equipment are mainly the following two: repeatability and accuracy. Repeatability characterizes the consistency between the results obtained from multiple consecutive measurements of the same measured quantity under the same conditions. It profoundly reflects the ability of the equipment to adapt to the detection work. Using this indicator, we will have a thorough understanding of the status of random errors in the measurement results. For repeatability, the evaluation methods and index values adopted by various standards are not very different, and the competent departments of enterprises are also relatively easy to master and operate, but for accuracy, the situation is completely different.
Accuracy refers to the degree to which the test results of the measured quantity are consistent with their true values. According to the terminology explained in the ISO and national standards "Evaluation and Expression of Measurement Uncertainty" promulgated three years ago, it is a qualitative rather than quantitative indicator. In order to avoid misunderstanding, the traditional name of accuracy is still used below, which is consistent with accaracy in many foreign guiding standards. Undoubtedly, accuracy is a comprehensive reflection of the systematic error and random error in the measurement results. Like repeatability, it is also an important indicator for evaluating an online detection equipment (apparatus).
2 Analysis of the accuracy evaluation method of online detection equipment
Whether the traditional error analysis is used or the standard deviation of the prior probability distribution estimated based on experience or other information is used to express the measurement uncertainty (Class B evaluation), it is essentially a static method. In order to have a quantitative basic estimate of the accuracy level of the detection equipment, especially the general measurement (test) instrument, it is necessary and effective to apply such a method. However, as a user of an online detection equipment, you will always require a more direct way to objectively evaluate the accuracy of this equipment, and will not be satisfied with or limited to item-by-item analysis and synthesis. In fact, in foreign countries, the dynamic evaluation method of "comparison + processing" adopted by various guiding technical documents that have appeared in the past decade follows this idea. Simply put, this method is to evaluate the results of the data processing of two sets of corresponding measurement values of the same batch of workpieces on special detection (instrument) equipment and another detection instrument with higher accuracy, and then compare with the corresponding regulations.
Those special measuring instruments with a single measurement and simple structure, such as electronic (pneumatic) calipers, can be directly compared with the measuring instrument in the metrology room or even the gauge block as a standard. The accuracy Ac at this time can be expressed as:

Looking at some existing evaluation standards (guiding technical documents), they all adopt the method of comparing and measuring with a certain number of samples, but the data processing and evaluation regulations are different. The specific method of sampling is to collect a certain number of samples n in a period of time according to the process characteristics of the parts (products) being tested, and then measure a set of data yi (I=1~n) on a special inspection equipment, and then measure another set of data xi on a three-coordinate measuring machine. Some standards also stipulate that yi and xi need to be measured repeatedly for more rigorous considerations. The following are two representative types of evaluation. The two sets of measurement values of several samples are simply processed yi-xi:, requiring all differences (yi-xi) to be within the range of [a1, a2]. This evaluation criterion can also be expressed as
Ac=max{Y¡-X¡} (2)
Although this evaluation method seems to be too simple, it is often used because it is easy to operate and understand. One example is the online detection equipment on the car welding production line. In order to confirm the accuracy of its measurement of the total or upper key points of welding, this method is adopted. The sample collection stipulates that at least 20 workpieces should be extracted from 14 days of continuous production. They are tested on two measuring devices respectively, and the difference between all measured values should be within [-0.2mm, 0.2mm]. The tolerance of each measuring point of the spliced part is ±1mm, so the accuracy requirement is: Ac≤20%T.
The general expression of the accuracy assessment criterion is
Ac=Es+KS (3)
In formula (3), Es is the systematic error, S is the experimental standard deviation, and the coefficient K is the confidence factor, which is determined by the level of the confidence probability P Ac=Es+KS. If P is 95%, K=2.
Different guiding technical documents adopt the comparative measurement method when calculating Es and S, and often need to perform several repeated measurements on special testing equipment, but the data processing mode is different. But in general, the entire process of this type of assessment is cumbersome, which restricts their application to a certain extent.
Taking a relatively simple assessment standard as an example, the method of obtaining Es is introduced. Select n workpieces and perform continuous measurements on special testing equipment. The average value of the i-th workpiece after m repeated measurements is:


Ac≤20%·T (Ra≤0.8um)
Ac≤30%·T (0.8um≤Ra≤6.3um)
Ra is the surface roughness of the workpiece being measured.
3 Application of regression analysis theory in accuracy evaluation
Systematic error is caused by factors introduced due to deviation from measurement conditions or measurement methods, and it has a very important impact on the test results. Unlike random errors, systematic errors have certain regularities, but how to reveal them and thereby improve the accuracy of some measuring equipment is not easy. It must be possible to do so by using correct, reasonable, and highly operational analysis and processing methods.
Of course, it should be pointed out that if the accuracy Ac has reached the indicators specified in the corresponding evaluation standards after a series of tests and data processing according to the typical method introduced in the previous section, there is no need to explore the internal laws of the system error. The qualified repeatability test conducted before this shows that the stability of the equipment meets the requirements.
However, there is indeed such a tricky situation. The repeatability of the online detection equipment fully meets the evaluation indicators, but after comparison measurement with CMM and subsequent data processing, the accuracy Ac exceeds the tolerance, or even seriously exceeds the tolerance. We believe that it is appropriate to treat it seriously at this time.
Strictly speaking, the system error can be divided into fixed value system error and variable value system error. The former has a certain law in terms of size and direction for each measured value. By confirming the existence of the system error and finding the law of its change, it is possible to use the "set correction amount-compensation" processing method to effectively eliminate the fixed value system error.
We apply regression analysis theory to study the relationship between the two sets of data generated after comparison measurement to find the law of change of the measurement error of the online detection equipment being evaluated. Ultimately, the following two objectives are achieved:
(1) By evaluating the linear correlation between the two sets of measurement values, it is confirmed whether there is consistency and comparability between the online detection equipment and instruments with higher accuracy such as CMM. If, after measurement and judgment, the two are weakly correlated or even uncorrelated, the original conclusion of unqualified accuracy is valid.
(2) If the evaluation results show that there is a strong correlation between the two sets of measurement values, then after the corresponding data processing and the correction amount is found, compensation measures should be taken to eliminate the fixed value system error in the measurement results of the online detection equipment. After completing the correction/compensation steps, the accuracy assessment is performed to verify whether Ac has reached the specified index.
Correlation refers to the relationship between two or more random variables, and the correlation coefficient is a measure of the closeness of this relationship. It is defined as: the ratio of the covariance of two random variables to the product of their standard deviations, represented by Q.

that |r|≤1, and when r=0, the two sets of data are said to be completely unrelated, and the absolute value of r determines the degree of linear correlation between the two sets of values. Conventionally, when |r|≥0.7, it is called strong correlation, otherwise it is called weak correlation. Based on this, when evaluating the correlation between two sets of measured data generated by online detection equipment and CMM, if the correlation coefficient r is less than 0.7, it is considered that the two are not comparable, and no correction and compensation measures will be taken. Otherwise, follow the steps below to obtain the correction amount.
If the online detection equipment being evaluated has m measured parameters, it may be necessary to perform m correlation analyses, or it may only be necessary to do 1 or 2 times, depending on the specific situation. But under normal circumstances, it is mostly the former. Let j be one of the measured items, then the measurement values of n workpieces on the two instruments are {x1j, x2j, x3j,…, xnj} and {y1j, y2j, y3j,…ynj} respectively. Compare the two measured values of any workpiece i and calculate the deviation △ij:
△ij=Yij-Xij
The correction △j of the online detection equipment relative to the measured j is:

If each workpiece is measured repeatedly on the detection equipment k times, the deviation △ij obtained is
 , and the u measurements are the average value of the results. Compared with the above single measurement, the correction value obtained in this way will be more accurate, and the effect of eliminating the fixed value system error in the measurement result will be better after compensation.
, and the u measurements are the average value of the results. Compared with the above single measurement, the correction value obtained in this way will be more accurate, and the effect of eliminating the fixed value system error in the measurement result will be better after compensation. Most modern multi-parameter comprehensive detection equipment is computer-controlled. Whether it is the comparative measurement principle or the absolute measurement principle, it is very convenient to input a set of correction values to achieve compensation.
4 Examples
The feasibility and effectiveness of the above methods have been well verified after practice. The following two application examples are used to illustrate.
4.1 Cylinder head multi-parameter comprehensive detection equipment
This comprehensive measurement equipment is located in a cylinder head production line with a high degree of automation in the machining workshop of the engine factory. It is used to detect the parameters such as the diameter of the intake and exhaust camshaft holes, the center distance of the hole, the distance from the center line of the hole to the bottom and side, and the coaxiality. Up to 42 items are measured. It adopts the comparative measurement working principle, the sensor type is a gas-electric (inductive) probe, and it has a complete computer control system. In the measuring room in a corner of the workshop, there is a metrological three-dimensional measuring machine PMM12106. According to regulations, two (1/shift) qualified workpieces are required to be sent to the measuring room for comparison and re-inspection every day.
The results of the comparison measurement show that for any parameter being tested, there is a difference of about 4 to 6μm between the two measured values, and the online detection equipment is without exception larger. Given that this is a production line composed of advanced process equipment, the machine capability index of the processing machine tools is very high, and the CM and CMK values are generally much greater than 2.0, so that the actual manufacturing dimensions of the workpieces are very stable near the middle tolerance. Take the diameter of the two groups of 16 intake and exhaust camshaft holes (10 intakes and 6 rows) of the cylinder head with the highest requirements for measurement as an example. They are the parameters with the greatest processing and detection difficulty in this workpiece, but the CMM actual measurement results show that the aperture processed by batch production can be controlled at around Ф20.010. Tables 1 and 2 show the results of comparing and measuring 10 workpieces on the inspection equipment and the three-coordinate measuring machine for two different apertures. Figures
1 and 2 are the figures drawn based on this. The ordinate in the figure is the aperture size, but in order to express it clearly, the abscissa is calculated from the nominal value of Ф20, so the value indicating the deviation from Ф20 is in μm. Although the online measuring instrument has a gap of 4 to 6 μm compared with the CMM, it can be seen from the table and figure that when the actual size of the workpiece is near the middle tolerance, it will not affect the same evaluation of whether the workpiece is qualified or not. Therefore, the urgency of solving this problem head-on has not been highlighted for some time. It was only by chance that the results measured by the two devices made opposite judgments on the same workpiece, which led us to make a more in-depth analysis of this online inspection equipment. The statistical data including Tables 1, 2 and Figures 1 and 2 were accumulated in this way. The fact is that once the actual size of the processed part is close to the upper limit of the tolerance, the workpiece that is obviously qualified will be judged as out of tolerance by the online inspection equipment. Although it is necessary to adjust the machine tool to achieve the best processing level, under mass production conditions, the misjudgment of the online measuring instrument is undoubtedly very dangerous. [page]
intuitive impression has shown that there is a correlation between the two sets of data obtained by testing any measured object with two kinds of equipment. For this reason, it is necessary to carry out strict calculations according to the ideas and methods provided in the previous section, and then take targeted measures.
Step 1, evaluate the degree of linear correlation between the measured values {x1j, x2j, ..., x10j} and {y1j, y2j, ..., y10j} of the measured object j on the two instruments. For this reason, it is necessary to use these two sets of data and calculate the correlation coefficient r according to formula (4) in the previous section, and then make a judgment based on the absolute value of r.


Figure 1 Figure 2
Step 2, practice "correction-compensation" measures. The user should first set an indicator for the accuracy AC according to the actual situation and refer to some existing standards (guiding technical documents), for example: AC≤20%·T was mentioned in Section 2 of this article. For the 16 camshaft holes Ф0+0.021 of the cylinder head mentioned above, AC≤4 μm can be set. However, the comparison measurement shows that this indicator has been exceeded in most cases, so it is necessary to take compensation measures. On the contrary, if the "comparison" result of a certain parameter j under test shows that it is less than 4 μm, this step can be completely omitted.
In the third row of Table 1 and Table 2, the deviation △ij of the two measured values has been written. Then, according to formula (5) in the previous section, the correction value △j relative to the measured value j (i.e., the intake cam hole D1 in Table 1 and the intake cam hole D6 in Table 2) is calculated. Then, △j, △j+1, etc. are input into the computer controller of the online detection equipment one by one. For this cylinder head multi-parameter comprehensive measuring machine, since it adopts the comparative measurement working principle and is equipped with a "standard part" for zeroing, the above correction operation is relatively easy.
In order to verify the effect of the completed process, several workpieces can be selected for comparative measurement, which is actually done. Figures 3 and 4 are similar to Figures 1 and 2, and are also the comparison results of the diameters of the two intake cam holes. The degree of agreement between the two pairs of curves shows that, under the premise of proving the strong correlation, the accuracy has been greatly improved after taking compensation measures. The deviation of the measured value of the online detection equipment relative to the CMM is controlled within 2 to 3 μm.


Figure 5
4.2 On-line detection method of chassis welding assembly
This detection equipment is configured on an automatic welding production line in the body (welding) workshop of the car assembly plant, and the object of measurement is the chassis welding assembly. Completely different from machined parts, welding assemblies and stamping parts are mainly composed of free-form surfaces, and the measured parts are all the characteristic points of the surface (including the center of the hole) in space - to be precise, the position in the body coordinate system. There are 13 points to be measured on this chassis welding assembly, all of which are the center positions of the holes on the surface. Each point must be expressed by the three coordinates of x, y, and z, so in fact there are 39 parameters to be tested.
The online detection equipment is an advanced multi-sensor visual measurement system. The optical camera as a sensor has the characteristics of large range, non-contact, fast and high accuracy. In addition, with the help of some precision measuring instruments, the coordinates of the measured points of the workpiece in the measurement system can be converted into coordinates in the body coordinate system by adopting local calibration and global calibration methods. This greatly facilitates the direct evaluation of the measured results of various measured items of the chassis welding assembly.
In view of the large volume and poor rigidity of the welded assembly to be measured, if it is sent to the room where the large three-dimensional coordinate measuring machine is placed for comparison measurement, it is easy to deform during the transportation process, thus affecting the accuracy of the test results. After consideration, it was finally decided to use the articulated arm coordinate measuring machine PCMM to implement it at the production site. Compared with various CMMs generally used for stamping parts and welded parts, the accuracy of this portable machine is lower, but because the tolerances of various parameters of the measured workpiece are about ±1mm, and when measuring with PCMM, the positioning state of the workpiece is exactly the same as that of online detection, and some factors that cause errors are eliminated, it is still a practical and reliable method.
After comparing and measuring 13 measuring points and 39 spatial coordinates, corresponding tables and graphs were made. Table 3 is the measured data of measuring point 7 using the two detection methods.
table 3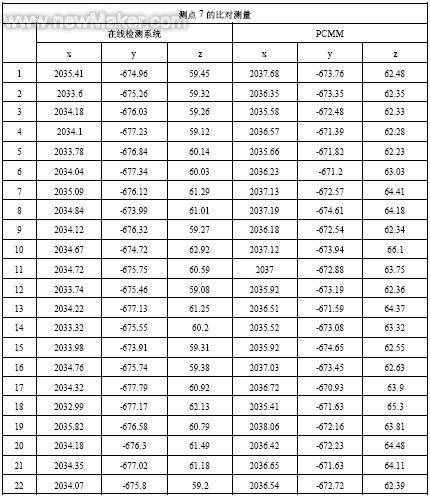
First, according to the measured data of the 22 samples in Table 3, the correlation coefficient r between the corresponding data of the x, y, and z coordinates of point 7 on the workpiece measured by the online detection system and PCMM is calculated according to the correlation analysis method described above to confirm the degree of linear correlation. The calculation results are:
r7x = 0.935, r7y = -0.950, r7z = 0.941,
which shows that the correlation between the two is very high. Through the comparative measurement of another 12 measuring points and the correlation analysis of the two groups of measured results, the remaining 36 correlation coefficients r are obtained. The linear correlation level of all 39 measured items is shown in Table 4. Table 4 shows that the results of the comparative measurement of the online detection equipment used and the articulated arm coordinate measuring machine are strongly correlated. It should be pointed out that when the body coordinate system is established in the measurement process through local/global calibration, the Y coordinate direction of several measuring points is set in reverse, resulting in a negative correlation in the analysis of the comparative measurement results, which can be clearly seen from the curve 7-Y-Y in Figure 5. However, it was corrected by professionals after discovery.
Of course, before doing the above work, it is still necessary to evaluate whether the actual results of the online detection equipment have reached the specified accuracy indicators based on the comparison results of the two sets of measured values. The chassis welding assembly is similar to most car body panels. The tolerance of the 39 measured items on it is ±1mm, and the accuracy AC requires: AC≤20%·T. The actual measurement results show that all parameters, including the 3 items of measuring point 7, are beyond this range. Therefore, it is necessary and valuable to conduct the above linear correlation analysis and make corresponding corrections and compensations after confirming that the measurement results of the two detection equipment are comparable and strongly correlated.

Figure 6
Table 4
are input into the control computer of the online detection equipment one by one to implement compensation for the fixed value system error. Then, it is verified by comparing and measuring several samples again, and the results show that the expected goal is achieved. The 39 measured parameters are measured by the online detection system, and the difference between them and PCMM is within the range of [-0.2mm, +0.2mm].
However, it should be pointed out that the fixed value system error shown by this equipment installed on the body production line when testing the chassis welding assembly is different from that in Example 1, mainly in the cause. From the previous analysis, it can be seen that the latter is mainly caused by the difference between the two measurement methods. Since they are relatively simple, the deviation after comparison measurement is closer. There are more factors that cause the difference in measurement results between this set of body online detection system and PCMM. In addition to the difference in measurement methods being the main reason, positioning error is also an important factor. When implementing online inspection, the workpiece is positioned by a two-dimensional round pin and a one-dimensional chamfered pin. However, because it is on the production automatic line, this process is not completed manually. In addition, due to the nature of the cover, the impact of positioning error is greater than that of Example 1. Of course, there are both "fixed value" and "random" components here, but the result is that the difference in the comparison measurement of the two inspection equipment varies within a large range. Undoubtedly, it is very difficult to reduce or even eliminate these error causes from the root, especially those factors determined by the measured part itself and the process characteristics.
Undoubtedly, it is not uncommon to use comparative measurement when evaluating a detection equipment. It can be said to be a common method. However, how to treat the measured data scientifically and reasonably, and then take corresponding follow-up measures to improve its accuracy level, in fact, has not been well solved in the past. For this reason, the accuracy evaluation of multi-parameter comprehensive measuring machines (instruments) in online inspection equipment is considered to be a thorny problem. Through the descriptions in the first two sections of this article and the last two examples, it is explained that based on the correlation analysis in mathematical statistics, combined with necessary data processing, correction and compensation, the accuracy of an online inspection equipment can be reproduced more realistically, providing a basis for objective evaluation. The proposed method is both standardized and highly operable, and is valuable to both equipment manufacturers and users.
References
1 Luo Ning, Zhang Yuping, Ren Bolin. Error factor analysis of microcomputer integrated measurement system. Tool Technology. 1999 No.1
2 Zhu Zhengde. Establishment and practice of online detection equipment evaluation method. Metrology Technology. 2001, No.10
3 Zhu Zhengde. Evaluation index of mechanical processing equipment capability - machine capability index. Automobile Standardization, 2002 No.1
4 Chen Gongzhen. Judgment and elimination method of fixed value system error. Metrology Technology. 2002, No.8 (end)
Previous article:Research on dynamic signal detection of vibration tapping tool wear
Next article:Determination of reference point for measuring the size of indexable turning tools
- Popular Resources
- Popular amplifiers
 LUCV5006AS
LUCV5006AS
Recommended Content





Latest Test Measurement Articles
- From probes to power supplies, Tektronix is leading the way in comprehensive innovation in power electronics testing
- Seizing the Opportunities in the Chinese Application Market: NI's Challenges and Answers
- Tektronix Launches Breakthrough Power Measurement Tools to Accelerate Innovation as Global Electrification Accelerates
- Not all oscilloscopes are created equal: Why ADCs and low noise floor matter
- Enable TekHSI high-speed interface function to accelerate the remote transmission of waveform data
- How to measure the quality of soft start thyristor
- How to use a multimeter to judge whether a soft starter is good or bad
- What are the advantages and disadvantages of non-contact temperature sensors?
- In what situations are non-contact temperature sensors widely used?
MoreSelected Circuit Diagrams






MorePopular Articles
- LED chemical incompatibility test to see which chemicals LEDs can be used with
- Application of ARM9 hardware coprocessor on WinCE embedded motherboard
- What are the key points for selecting rotor flowmeter?
- LM317 high power charger circuit
- A brief analysis of Embest's application and development of embedded medical devices
- Single-phase RC protection circuit
- stm32 PVD programmable voltage monitor
- Introduction and measurement of edge trigger and level trigger of 51 single chip microcomputer
- Improved design of Linux system software shell protection technology
- What to do if the ABB robot protection device stops
MoreDaily News
- Huawei's Strategic Department Director Gai Gang: The cumulative installed base of open source Euler operating system exceeds 10 million sets
- Download from the Internet--ARM Getting Started Notes
- Learn ARM development(22)
- Learn ARM development(21)
- Learn ARM development(20)
- Learn ARM development(19)
- Learn ARM development(14)
- Learn ARM development(15)
- Analysis of the application of several common contact parts in high-voltage connectors of new energy vehicles
- Wiring harness durability test and contact voltage drop test method
Guess you like
- Help 40E Gold
- Impedance Matching Equation Using Wheeler's Methodology
- Schematic diagram - What is the function of the AV video signal circuit?
- Differential Signal Explanation
- Negative voltage sampling measurement @【Analog Electronics】
- MicroPython adds new description of pyb.Flash
- Linux image burning demonstration based on TMS320C6678
- Circuit (Qiu Guanyuan Fifth Edition) PPT Self-study Courseware
- [Mill Edge AI Computing Box FZ5 Review] Ubuntu System Transplantation (I) - Hardware Platform Construction
- EEWORLD University ---- Gizwits - Open Source Framework Videos Recorded by Individual Developers






 京公网安备 11010802033920号
京公网安备 11010802033920号