Aerospace and medical device are both driving the development of in-line profiling for electrical discharge machines (EDMs) because plants in these industries need to operate under strict process certification requirements. In the process, they must record all manufacturing and machining processes, including wire EDM.
For medical device manufacturers, wire EDM meets the needs of precision machining of increasingly complex workpieces with smaller batches, while aerospace manufacturers use wire EDM to cut large, heavy, and complex parts. However, removing these types of parts from the machine for inspection and verification significantly increases the risk of errors, thereby extending the overall processing cycle of the part. Equipping wire EDM machines with
in-line profiling devices allows plants to inspect and verify parts before and after EDM processing without removing the parts from the machine. Similarly, the recent development of in-line profiling systems for contact probes for wire EDMs allows the machine tool to read the probe data and understand logical statements. This means that the machine tool can measure the cut parts all over the table, identify those that are within tolerance and can be removed, and send back those that need to be recut to meet tolerance requirements. In addition, in the future, the entire process can be carried out without operator intervention after the pneumatic chuck is equipped to hold the contact probe.
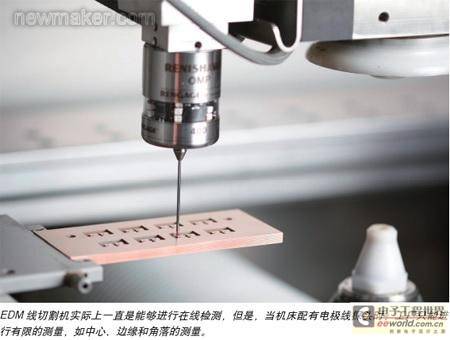
It is important to note that in fact, EDM wire cutting machines have always been able to perform online detection by using electrical pulses from the wire electrode material. However, when the machine tool uses this electrode wire for measurement, the factory can only perform limited measurements, such as finding the center, edges and corners. This process cannot mark the straightness of the wall or measure other contours of the part.
Also, with electrode wire measurement, there will be a gap between the probe (electrode wire) and the workpiece, which allows sparks to be generated when contact is made. This type of probing is quite accurate (up to ±0.0001"), but there are other variables such as burrs on the part, dirt and other particles that may get between the wire and the workpiece, which can skew the results and cause reading errors.
For precision industrial machining, EDM wire cutting is mainly used in-line measurement to verify the correct cut of the part and meet critical part contour reference points. Unfortunately, this level of probing/measurement is not possible with EDM wire as a probe, mainly because the wire can only measure the highest point of the part contour.
In addition, even if this advanced probing can be achieved with a wire probe, this measurement method is not acceptable in the aerospace and medical fields. This is mainly because when measuring critical parts, the electrical pulses/sparks generated by the EDM wire will leave marks on the part, affecting the integrity of the part.
On the other hand , using a traditional probe such as a round sapphire ball, the contact point is so small that it will not cause any damage to the workpiece. Moreover, because the contact point is so small, the probability of contacting debris or obstacles is also very low.
In addition to the stringent requirements of the aviation and medical industries, the natural limitations of EDM wire probing have led many EDM manufacturers, including AgieCharmilles, to develop new products to integrate accurate contact probes into the EDM wire cutting process. In addition, there is nothing new about combining online contact probing with traditional machine tools or even Schenker-type EDM, but using it for EDM wire cutting is a new capability. All the individual technical components required to complete the task are already available, but it took years of development to know exactly how to integrate such a probe into EDM wire cutting for effective online contact measurement.
EDM OEM manufacturers have overcome two major obstacles. One is the mechanical difficulty of how to assemble the fixture to clamp the probe to the EDM head; on the control side, the probe function must be integrated with the machine tool's CNC system.
Most EDM heads are not designed to support much weight, and having the actual tool fixture on one side of the head creates an imbalance that affects the wire EDM process. Fortunately, some brands, such as GF AgieCharmilles, offer wire EDM machines with very sturdy heads that can accommodate fixtures without sacrificing machine performance.
Another mechanical challenge is the need to be able to servo-drive the Z axis, which is not required for wire EDM. In-line contact measurement requires the machine to have a Z axis servo drive so that the probe can be moved down to measure the workpiece and then backed up when finished. However, most importantly, this method can measure and record any point along the Z axis, which is how wall thickness is measured.
Most EDM OEMs, including AgieCharmilles, can solve this problem by configuring the machine with Z axis servo drive capabilities. Because many of these manufacturers have developed servo drive systems for Schenker EDM, they have extensive knowledge of these Z axis systems and how to use probes. In addition, this existing knowledge can help apply traditional measurement techniques to the CNC system of the wire EDM machine.
Control Challenges
Online contact measurement technology requires the CNC system of the EDM wire cutting machine to be able to compensate for the position of the two different center lines of the contact probe and the machine head. Many machines in the industry have this compensation capability, so it is not a problem.
To address this problem, AgieCharmilles has developed a compensation correction function. In layman's terms, after calibration, the machine's control system can accurately know the center line of the EDM wire and the center position of the detector on the XY axis. When the detector enters the position for measurement, the control system can compensate for this distance.
For the online measurement control system of EDM wire cutting, the main challenge is that the equipment lacks a specific cycle when measuring the key points of the part contour.
AgieCharmilles' solution is to use macro program B programming inside the machine's control system. This program commands the machine to move to a specified position, measure on the X, Y, and Z axes, and collect data on key points that were not originally related to the EDM wire cutting process.
Using the detected data, the machine can generate a report with mathematical equations to verify whether the actual positioning of the part before cutting is correct. The report also shows that the size or tolerance of the key points of the part to be measured meets the requirements after cutting.
Macro B programming uses logic statements, and the CNC of the EDM wire cutting machine can read "if-then" program statements. For example, if the size of a specific workpiece has not been cut in place as required, the CNC will command the machine to return to that part and re-cut until it meets the specified requirements.
EDM can process conductive materials of any hardness with an accuracy of 0.001mm without mechanical action. This feature makes EDM one of the key technologies in mold and tool manufacturing.
This high level of logic within the system not only lets the user know that the part has been cut to size and can be removed, but the machine can also correct itself based on the measured data. This ability of the machine is the most significant achievement and will have a significant impact on "unmanned" production and will continue to drive the demand for in-line measurement of EDM wire cutting.
Automatic contact measurement
Currently, mechanical fixtures are generally installed manually to clamp the in-line measurement probe of the EDM wire cutting machine. However, with the use of pneumatic chucks, robots can be used to change tools and automatically load and unload the probe to the EDM wire cutting machine.
Most factories today have workers to perform part audits. A machine operator will install the probe, measure the part, remove the probe, activate the start button, and continue cutting. After cutting, the probe is installed again and the macro B program is run to measure the key points of the part. The machine then identifies which parts meet the specifications and which need to be cut again.
In terms of technology, the components required to complete unmanned EDM wire cutting work, including automatic routine measurement in-line, have become a must. However, few industries have yet to reach that advanced level.
Optical: Another method
In addition to contact measurement, there are other methods of in-line measurement. For example, optical systems. It does not "touch" the part, but records the image of the part for inspection. Such systems are particularly beneficial for parts in the field of precision manufacturing that need to measure delicate parts.
With AgieCharmilles' optical systems, manufacturers can measure parts quickly and easily. In front of the optical system, a very complex and delicate fixture is configured to clamp the part for accurate measurement. In addition, the position of the part needs to be determined, and measuring with EDM electrode wire will take longer than actually cutting the part. For example, if the cutting takes 3 hours, the measurement may take 10 hours. With the optical system, a split-second image can clearly identify the axiality, center, and starting point of the cut of the part.
Both optical and mechanical systems have their own advantages. Optical systems can quickly measure the cut part (300 points/second), while probe measurement methods require actual movement and contact with those measurement points. However, the probe measurement method can measure cavities in the top, middle and bottom of the part. Optical systems can only record a two-dimensional image of the part and cannot measure areas such as angled side walls. (end)
Keywords:EDM
Reference address:Development of Online Measurement for Wire EDM
For medical device manufacturers, wire EDM meets the needs of precision machining of increasingly complex workpieces with smaller batches, while aerospace manufacturers use wire EDM to cut large, heavy, and complex parts. However, removing these types of parts from the machine for inspection and verification significantly increases the risk of errors, thereby extending the overall processing cycle of the part. Equipping wire EDM machines with
in-line profiling devices allows plants to inspect and verify parts before and after EDM processing without removing the parts from the machine. Similarly, the recent development of in-line profiling systems for contact probes for wire EDMs allows the machine tool to read the probe data and understand logical statements. This means that the machine tool can measure the cut parts all over the table, identify those that are within tolerance and can be removed, and send back those that need to be recut to meet tolerance requirements. In addition, in the future, the entire process can be carried out without operator intervention after the pneumatic chuck is equipped to hold the contact probe.
It is important to note that in fact, EDM wire cutting machines have always been able to perform online detection by using electrical pulses from the wire electrode material. However, when the machine tool uses this electrode wire for measurement, the factory can only perform limited measurements, such as finding the center, edges and corners. This process cannot mark the straightness of the wall or measure other contours of the part.
Also, with electrode wire measurement, there will be a gap between the probe (electrode wire) and the workpiece, which allows sparks to be generated when contact is made. This type of probing is quite accurate (up to ±0.0001"), but there are other variables such as burrs on the part, dirt and other particles that may get between the wire and the workpiece, which can skew the results and cause reading errors.
For precision industrial machining, EDM wire cutting is mainly used in-line measurement to verify the correct cut of the part and meet critical part contour reference points. Unfortunately, this level of probing/measurement is not possible with EDM wire as a probe, mainly because the wire can only measure the highest point of the part contour.
In addition, even if this advanced probing can be achieved with a wire probe, this measurement method is not acceptable in the aerospace and medical fields. This is mainly because when measuring critical parts, the electrical pulses/sparks generated by the EDM wire will leave marks on the part, affecting the integrity of the part.
On the other hand , using a traditional probe such as a round sapphire ball, the contact point is so small that it will not cause any damage to the workpiece. Moreover, because the contact point is so small, the probability of contacting debris or obstacles is also very low.
In addition to the stringent requirements of the aviation and medical industries, the natural limitations of EDM wire probing have led many EDM manufacturers, including AgieCharmilles, to develop new products to integrate accurate contact probes into the EDM wire cutting process. In addition, there is nothing new about combining online contact probing with traditional machine tools or even Schenker-type EDM, but using it for EDM wire cutting is a new capability. All the individual technical components required to complete the task are already available, but it took years of development to know exactly how to integrate such a probe into EDM wire cutting for effective online contact measurement.
EDM OEM manufacturers have overcome two major obstacles. One is the mechanical difficulty of how to assemble the fixture to clamp the probe to the EDM head; on the control side, the probe function must be integrated with the machine tool's CNC system.

Most EDM heads are not designed to support much weight, and having the actual tool fixture on one side of the head creates an imbalance that affects the wire EDM process. Fortunately, some brands, such as GF AgieCharmilles, offer wire EDM machines with very sturdy heads that can accommodate fixtures without sacrificing machine performance.
Another mechanical challenge is the need to be able to servo-drive the Z axis, which is not required for wire EDM. In-line contact measurement requires the machine to have a Z axis servo drive so that the probe can be moved down to measure the workpiece and then backed up when finished. However, most importantly, this method can measure and record any point along the Z axis, which is how wall thickness is measured.
Most EDM OEMs, including AgieCharmilles, can solve this problem by configuring the machine with Z axis servo drive capabilities. Because many of these manufacturers have developed servo drive systems for Schenker EDM, they have extensive knowledge of these Z axis systems and how to use probes. In addition, this existing knowledge can help apply traditional measurement techniques to the CNC system of the wire EDM machine.
Control Challenges
Online contact measurement technology requires the CNC system of the EDM wire cutting machine to be able to compensate for the position of the two different center lines of the contact probe and the machine head. Many machines in the industry have this compensation capability, so it is not a problem.
To address this problem, AgieCharmilles has developed a compensation correction function. In layman's terms, after calibration, the machine's control system can accurately know the center line of the EDM wire and the center position of the detector on the XY axis. When the detector enters the position for measurement, the control system can compensate for this distance.
For the online measurement control system of EDM wire cutting, the main challenge is that the equipment lacks a specific cycle when measuring the key points of the part contour.
AgieCharmilles' solution is to use macro program B programming inside the machine's control system. This program commands the machine to move to a specified position, measure on the X, Y, and Z axes, and collect data on key points that were not originally related to the EDM wire cutting process.
Using the detected data, the machine can generate a report with mathematical equations to verify whether the actual positioning of the part before cutting is correct. The report also shows that the size or tolerance of the key points of the part to be measured meets the requirements after cutting.
Macro B programming uses logic statements, and the CNC of the EDM wire cutting machine can read "if-then" program statements. For example, if the size of a specific workpiece has not been cut in place as required, the CNC will command the machine to return to that part and re-cut until it meets the specified requirements.
EDM can process conductive materials of any hardness with an accuracy of 0.001mm without mechanical action. This feature makes EDM one of the key technologies in mold and tool manufacturing.
This high level of logic within the system not only lets the user know that the part has been cut to size and can be removed, but the machine can also correct itself based on the measured data. This ability of the machine is the most significant achievement and will have a significant impact on "unmanned" production and will continue to drive the demand for in-line measurement of EDM wire cutting.
Automatic contact measurement
Currently, mechanical fixtures are generally installed manually to clamp the in-line measurement probe of the EDM wire cutting machine. However, with the use of pneumatic chucks, robots can be used to change tools and automatically load and unload the probe to the EDM wire cutting machine.
Most factories today have workers to perform part audits. A machine operator will install the probe, measure the part, remove the probe, activate the start button, and continue cutting. After cutting, the probe is installed again and the macro B program is run to measure the key points of the part. The machine then identifies which parts meet the specifications and which need to be cut again.
In terms of technology, the components required to complete unmanned EDM wire cutting work, including automatic routine measurement in-line, have become a must. However, few industries have yet to reach that advanced level.
Optical: Another method
In addition to contact measurement, there are other methods of in-line measurement. For example, optical systems. It does not "touch" the part, but records the image of the part for inspection. Such systems are particularly beneficial for parts in the field of precision manufacturing that need to measure delicate parts.
With AgieCharmilles' optical systems, manufacturers can measure parts quickly and easily. In front of the optical system, a very complex and delicate fixture is configured to clamp the part for accurate measurement. In addition, the position of the part needs to be determined, and measuring with EDM electrode wire will take longer than actually cutting the part. For example, if the cutting takes 3 hours, the measurement may take 10 hours. With the optical system, a split-second image can clearly identify the axiality, center, and starting point of the cut of the part.
Both optical and mechanical systems have their own advantages. Optical systems can quickly measure the cut part (300 points/second), while probe measurement methods require actual movement and contact with those measurement points. However, the probe measurement method can measure cavities in the top, middle and bottom of the part. Optical systems can only record a two-dimensional image of the part and cannot measure areas such as angled side walls. (end)
Previous article:Research on Online Measurement Technology of CNC Machine Tools
Next article:Introduction to O-rings and their measurement solutions
- Popular Resources
- Popular amplifiers
-
 AB PLC例程 [MMS_049390]Factory Talk View ME Face Plate for 9300-8EDM
AB PLC例程 [MMS_049390]Factory Talk View ME Face Plate for 9300-8EDM -
 [Document]-JIS B6361-2-1999 Machine tools. Test conditions for electric discharge machining (EDM) machines for dies. Terminology and accuracy inspection. Part 1: Double-column machines (sliding head type and vertical and horizontal movable table type).pdf
[Document]-JIS B6361-2-1999 Machine tools. Test conditions for electric discharge machining (EDM) machines for dies. Terminology and accuracy inspection. Part 1: Double-column machines (sliding head type and vertical and horizontal movable table type).pdf - [资料]-JIS B6360-2006 Machine tools-Test conditions for wire electrical-discharge machines(wire EDM)-T
- WiFi Module production flow
 AB PLC例程 [MMS_049390]Factory Talk View ME Face Plate for 9300-8EDM
AB PLC例程 [MMS_049390]Factory Talk View ME Face Plate for 9300-8EDM [Document]-JIS B6361-2-1999 Machine tools. Test conditions for electric discharge machining (EDM) machines for dies. Terminology and accuracy inspection. Part 1: Double-column machines (sliding head type and vertical and horizontal movable table type).pdf
[Document]-JIS B6361-2-1999 Machine tools. Test conditions for electric discharge machining (EDM) machines for dies. Terminology and accuracy inspection. Part 1: Double-column machines (sliding head type and vertical and horizontal movable table type).pdf
Recommended Content





Latest Test Measurement Articles
- Keysight Technologies Helps Samsung Electronics Successfully Validate FiRa® 2.0 Safe Distance Measurement Test Case
- From probes to power supplies, Tektronix is leading the way in comprehensive innovation in power electronics testing
- Seizing the Opportunities in the Chinese Application Market: NI's Challenges and Answers
- Tektronix Launches Breakthrough Power Measurement Tools to Accelerate Innovation as Global Electrification Accelerates
- Not all oscilloscopes are created equal: Why ADCs and low noise floor matter
- Enable TekHSI high-speed interface function to accelerate the remote transmission of waveform data
- How to measure the quality of soft start thyristor
- How to use a multimeter to judge whether a soft starter is good or bad
- What are the advantages and disadvantages of non-contact temperature sensors?
MoreSelected Circuit Diagrams






MorePopular Articles
- Innolux's intelligent steer-by-wire solution makes cars smarter and safer
- 8051 MCU - Parity Check
- How to efficiently balance the sensitivity of tactile sensing interfaces
- What should I do if the servo motor shakes? What causes the servo motor to shake quickly?
- 【Brushless Motor】Analysis of three-phase BLDC motor and sharing of two popular development boards
- Midea Industrial Technology's subsidiaries Clou Electronics and Hekang New Energy jointly appeared at the Munich Battery Energy Storage Exhibition and Solar Energy Exhibition
- Guoxin Sichen | Application of ferroelectric memory PB85RS2MC in power battery management, with a capacity of 2M
- Analysis of common faults of frequency converter
- In a head-on competition with Qualcomm, what kind of cockpit products has Intel come up with?
- Dalian Rongke's all-vanadium liquid flow battery energy storage equipment industrialization project has entered the sprint stage before production
MoreDaily News
- Allegro MicroSystems Introduces Advanced Magnetic and Inductive Position Sensing Solutions at Electronica 2024
- Car key in the left hand, liveness detection radar in the right hand, UWB is imperative for cars!
- After a decade of rapid development, domestic CIS has entered the market
- Aegis Dagger Battery + Thor EM-i Super Hybrid, Geely New Energy has thrown out two "king bombs"
- A brief discussion on functional safety - fault, error, and failure
- In the smart car 2.0 cycle, these core industry chains are facing major opportunities!
- The United States and Japan are developing new batteries. CATL faces challenges? How should China's new energy battery industry respond?
- Murata launches high-precision 6-axis inertial sensor for automobiles
- Ford patents pre-charge alarm to help save costs and respond to emergencies
- New real-time microcontroller system from Texas Instruments enables smarter processing in automotive and industrial applications
Guess you like
- After using MAX735 to convert +5V to -5V, the dual-power op amp is powered and -5V is pulled down to 0V
- Wi-Fi Solutions for IoT Wireless Designs
- Practical Applications of IoT
- MP28GA five-wire four-phase stepper motor debugging
- Adjustment of lv space usage in linux system lvm
- PCAD/AD library file conversion KiCad tool
- No GND vias + [Surface treatment]
- NUCLEO_G431RB Review (3) Oversampling 16-bit ADC
- ESP32 internal structure diagram
- SDIO connection to TF card initialization failed






 京公网安备 11010802033920号
京公网安备 11010802033920号