A typical DIN wear tester uses a rotating steel drum moving at a fixed rate with emery paper having a certain abrasive force on it. The test head of the tester contains the sample of interest, which is run across the drum at a controlled distance at a fixed speed and constant force. The mass loss of the sample is converted to volume loss using specific gravity and then compared to a reference cover compound to determine the relative tendency of the cover compound's wear performance.
The test has become a common tool in the rubber industry because it is easy to operate; the results are easy to understand even for those with little technical knowledge; it is low cost; and it provides a number that allows people to classify covers based on their apparent wear performance. The data is used by savvy businessmen who want to show the superiority of their company's products compared to those of competitors, or by customers who are planning to purchase new products who find it convenient to screen, assuming that the product with the "best" wear value will have the longest service life and the highest ultimate value.
Although the effort to create this test was to provide us with a standardized way to evaluate and compare the wear performance of rubber cover compounds, the test is not perfect. The DIN ISO 4649:2006-11 standard of 11 November 2006 informs operators: "These test methods are suitable for comparative testing, quality control, and research and development work; however, no close relationship between wear test results and service performance can be inferred." In the "Precision and Bias" section of the standard, reference is made to the potential repeatability and reproducibility that can be expected. Comparison of variability between 15 different laboratories showed that test results within a laboratory can vary by as much as 14.5%, but that variability between different locations can be as high as 27.6%. The
following work will focus on and discuss some of the factors that can affect the level of variation observed in wear testing, citing specific examples of tests witnessed by the author over the past two years while investigating various testing and manufacturing issues. With an understanding of these factors, operators will be able to adopt best practices to reduce the effects of variability in laboratory test results.
Test Equipment
● Zwick BH04.6103.000 Rotating Drum Wear Tester from Zwick Materials Testing
● 100 mm x 100 mm x 7 mm steel sample die
● 16 mm rotating steel die cutting head per ISO:4649
● 1,100 rpm benchtop drill press
● Wabash hydraulic curing press
● Zwiek 2 mm sample depth isolator
● VSM Vitex KK511XP60 470 mm x 400 mm 60 grit sandpaper
● Sartorius laboratory analytical balance (0.0001 g sensitivity)
Materials
● BAM-E001 ISO:4649 #3807 Standard Reference Calibration Overlay #1
● Fenner Dunlop Proprietary High DIN Test Overlay #1 (~300 DIN)
● Fenner Dunlop Proprietary Low DIN Test Overlay #2 (~25 DIN)
Fixed Test Parameters
● Sample travel distance – 40 m
● Drum rotation speed – 40 rpm ± 1 rpm
● Sample Cure Temperature – 1490C
● Sample Cure Time – 30 minutes
● Sample Cure Pressure – 300 psi
Method
The test was performed according to DIN ISO 4649:2006-11 specifications, except for the variables of isolation and operation. The Rotating Steel Drum Wear Test Equipment was operated according to the instructions described in the Zwick Materials Testing Technical Documentation Instructions Dok Nr F12-002 (Reference Number V12-006) provided with the purchase of the equipment.
Results and Discussion
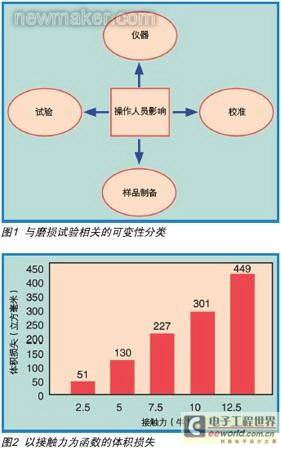
The variables found to be of great importance in influencing the wear test results were grouped into four different categories, including those related to “Instrument”, “Calibration”, “Sample Preparation” and “Testing”, see Figure 1. It was also shown that there is always an operator influence and the unavoidable reality that acts on these categories.
includes factors directly related to the instrument itself. Performing a diagnostic check on the instrument is a good place to start when systematically eliminating sources of variation. If the instrument is not set up correctly, the operator cannot expect to optimally reduce variation in any of the other categories. The following parameters should be confirmed before using the instrument for the first time and whenever suspicious variation in results is observed:
● Drum speed – should be set by the manufacturer at 40 rpm ± 1 rpm.
● Specimen lateral displacement – should be set by the manufacturer. The specimen should be moved lateral across the abrasive paper at a rate of 4.20 mm ± 0.04 mm per revolution of the drum.
● Total specimen path length – many instruments have the option of using 20 and 40 meter wear paths. The standard path length used is 40 meters.
● Rotating vs. non-rotating test head – in addition to lateral movement across the abrasive paper, many wear test equipment have the ability to rotate the specimen. Using this option can create more severe test conditions and ultimately increase volume loss. The operator must decide which test method will meet the test procedure specifications of their particular institution. It is standard practice to operate with a non-rotating specimen head option and the instrument should be set up to operate this way if the manufacturer does not do so. (Note: While investigating the variation in test results between two different laboratories, the authors found that inadvertent use of the rotating specimen head option in one position rather than another was the root cause of the large variance in results.)
● Contact force – A precision-weighted work plate is attached to the top of the specimen test head to create the contact force between the rubber specimen and the sandpaper. DIN ISO 4649:2006 specifies a force of 10 N ± 0.2 N, and an additional weight of 7.5 N is added to the one-piece 2.5 N test head to achieve this force. (Note: In one case, the authors found that a laboratory mistakenly used a 12.5 N weight as the root cause of the variation in test results between laboratories.)
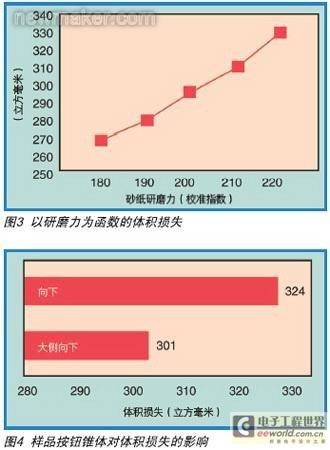
Contact force is an important variable in testing wear performance. Figure 2 shows the large variation in results that can occur when using incorrect weights and, therefore, incorrect specimen contact pressures. For the same specimen, the results range from 51 mm3 of volume loss for a 2.5 N contact force to 449 mm3 of volume loss for a 12.5 N contact force. The perceived wear performance gets worse when higher contact forces are used, or, at lower contact forces, the perceived wear performance appears to improve. Both extremes produce erroneous data that misrepresents the true performance of the cover compound being tested.
● Abrasive Paper Installation - Correct installation and adjustment of the abrasive paper forms the basis of the integrity of the entire instrument. DIN ISO 4649 specifies the use of 60 grit abrasive paper measuring 470 mm x 400 mm. The abrasive paper must be securely and evenly installed with a gap of 2 mm ± 0.2 mm between the ends. The edges must not protrude as this will interrupt the proper movement of the sample button during a run, causing inconsistent results. Calibration
After
all instrument parameters have been correctly set, the next potential area for variation includes factors related to calibration, which include adjusting or "calibrating" the abrasive paper, proper storage and use of standard reference cover compounds, and correctly determining the calibration index for calculating sample volume loss.
● Abrasive Paper Adjustment - Even after the abrasive paper has been correctly installed, it must still be calibrated or adjusted to the correct "abrasive force" before use. Because the abrasive paper is too abrasive from the manufacturer, the abrasiveness of the abrasive paper must be changed by using a steel sample button to reduce the abrasiveness to a control level. Abrasiveness is determined by the mass loss of the standard reference cover compound as defined in DIN ISO 4649 and must be within the specified range of 180-220 mg mass loss.
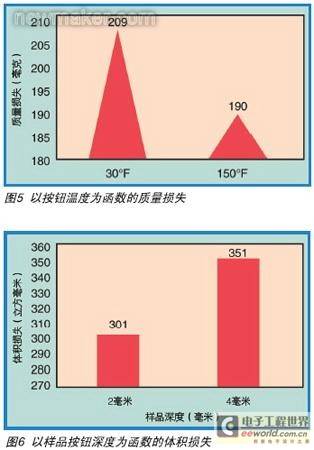
Figure 3 shows the effect of various abrasiveness levels on the volume loss of the sample cover compound without the abrasive force of the modified sandpaper. The volume loss ranges from the lowest acceptable range of 270 mm3 with abrasive force to the highest acceptable range of 330 mm3 for the same cover compound with abrasive force.
● Storage Conditions for Standard Reference Covers - Standard reference covers are subject to the same degradation as any other rubber product, therefore, proper storage is extremely important to maintain long-term integrity and reliability. Reference covers should be stored in a cool, dark place away from heat sources, chemicals, or potential UV or ozone effects. When using standard reference covers that are stored and maintained differently, variations in the characteristics of the reference cover due to some form of degradation can lead to variations in results between laboratories. (Note: While investigating test result variation, the author discovered that one lab stored its standard reference coverstock in a drawer next to the oven. By changing the coverstock, the test result variation decreased.)
Calibration Index – The standard reference coverstock used to adjust the abrasive paper and establish the correction factor or calibration index is a tightly controlled coverstock referred to in the standard as BAM-E001 ISO:4649, or Standard Reference Coverstock #1. Even a small sample of this material is very expensive, so some labs take shortcuts in their calibration practices.
It has been found that operators routinely test three buttons per month and calculate the average mass loss to determine the abrasiveness of the abrasive paper, and then use that number as the calibration number or correction factor for the current month when calculating the volume loss that represents the abrasiveness of the abrasive paper. Other ill-considered shortcuts include testing the same reference button more than once, or testing the reference button after a certain number of samples, but not necessarily every sample as recommended. Not only do these methods fail to follow the DIN ISO 4649 standard, but they also do not accurately represent the abrasiveness of the abrasive paper at the time of the particular sample tested. Even when the reference coverstock is a tightly controlled standard coverstock, there is still variation. Additionally, the abrasiveness of sandpaper changes over time, gradually wearing out with increased use.
For these reasons, it is important to establish a unique calibration specification for each test specimen. Testing reference materials before and after the test specimen is covered with rubber can accomplish this task, thereby providing the operator with a more recent picture of the abrasive force of the sandpaper during the test and improving the accuracy and consistency of the results. [page]
Sample Preparation
Careful sample preparation methods can go a long way in achieving consistently consistent results in wear testing. There are a number of best preparation practices that, if performed correctly, can reduce the amount of variation during the lead-in test phase.
● Sample button size/surface area – DIN ISO 4649:2006 specifies that sample buttons be cut from a block of cured rubber with a minimum thickness of 6 mm using a rotating die fixed to a minimum drill press at 1,000 rpm, meaning that the diameter of the sample button should be 16 mm ± 0.2 mm. This parameter is particularly important. Variations in the diameter of the sample button will cause variations in the final test results due to different amounts of surface area, and therefore different contact forces, between samples.
For example, button A has a diameter of 16 mm and a surface area of 201 mm2, but button B has a diameter of 14 mm and a surface area of 153 mm2. For each button, applying a specified 10 Newton weight on the sample head will result in contact forces of 49,750 Pa and 65,360 Pa, respectively.
One can conclude from the above example that the higher contact force of button B with the sandpaper should result in a higher volume loss, which has important implications for sample preparation, as sample buttons are occasionally tapered with a slightly different diameter at one end compared to the other. This theory was tested in the laboratory, and Figure 4 shows why the larger diameter end of the sample button should always contact the sandpaper. A difference of 23 mm3 in volume loss was observed when the sample button was tested with the larger diameter side against the sandpaper, compared to the smaller diameter side contacting the sandpaper. These results support the examples provided above as well as the DIN ISO 4649:2006 standard.
● Post-cure dwell time - After curing the rubber sample to be tested, it should be allowed to dwell for a period of time so any residual cure may be completed and the sheet can equilibrate with ambient conditions. It has been frequently observed in the author's quality control laboratory that sample sheets that were not left overnight prior to testing generally produced results that were 15-20 points higher in terms of volume loss. The DIN ISO 4649:2006 standard specifies a dwell time of 16 hours between vulcanization and testing.
● Cure parameters (time, pressure and temperature) - Cure parameters are cover compound dependent, but once established, these parameters should be consistently used for the cover compound of interest. Often the cause of anomalous test results is found to be incorrect cure time, inadequate die pressure or a faulty press temperature control. A change in specification for any of these three parameters can provide misleading data, giving the false impression of improved or reduced wear performance depending on the specific deviation. Formal studies are required to quantify the precise effect of these parameters on the differential change in wear results, but if results suddenly become questionable and instrument integrity issues have been ruled out as the root cause, it is recommended that the operator confirm these parameters for the cover compound being tested.
● Sample Button Temperature – Just as dwell time is required after the sample plaque is molded to eliminate potential inconsistencies in test results, the temperature of the actual sample button prior to testing will also have an impact on the final results. When the sample button is cut from the cured plaque, the temperature of the cutter die increases due to frictional heating, and this heat is transferred into the rubber sample button.
If multiple sample buttons are prepared in succession, this heat is often very high and can vary slightly from button to button depending on which button is cut first or last. DIN ISO 4649:2006 recommends that operators use cutting oil or a wetting agent to help remedy this problem. Alternatively, allow the buttons to cool to room temperature after cutting to improve consistency.
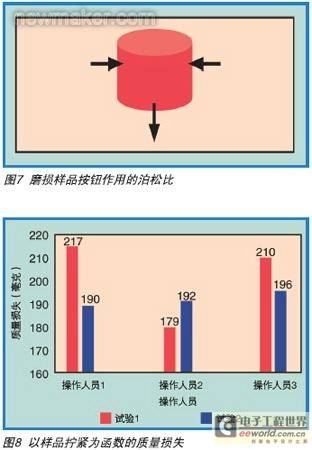
Figure 5 shows the effect of button temperature on wear results. Buttons were cut from a standard reference coverstock, some were placed in a freezer at 30°F, and others were placed in an oven at 150°F. At the end of one hour, the buttons were tested and the final average mass loss was determined. The test found an average mass loss difference of approximately 20 mg between the warm and cool buttons, with increased mass loss for the cooler buttons. (Note: After reviewing the lab technician's test results that found a 30-point range between three sample buttons tested with cover glue, the author recommended that they cut three new buttons and allow them to rest for approximately 10 to 15 minutes before testing to allow them to equilibrate to room temperature. The new results ranged from six, with two of the three sample buttons having the same value.)
● Specimen protrusion depth – The protrusion in the test head that exposes the specimen button plays an important role in the consistency of the final result. DIN ISO 4649:2006 specifies an exposure depth of 2.0 mm ± 0.2 mm. Figure 6 shows the potential impact on the final result when this depth variation is allowed. Changing the specimen protrusion depth from 2 mm to 4 mm increases the volume loss by 50 cubic millimeters. Without a controlled method for setting each specimen button in the test head to an exact and consistently consistent depth, an unwitting operator can easily introduce variation in the test results. To remedy this, new wear test equipment is typically equipped with a depth finder with a precise 2 mm recessed cutout for setting the specimen depth prior to testing.
● Locking nut turns – Consistently tightening the locking nut on the specimen holder is a variable that can have a dramatic effect on the final test result due to the Poisson’s ratio.
Generally, when a rubber sample is squeezed and a force is applied laterally, it corresponds to a displacement perpendicular to the force or in the axial direction, see Figure 7, so that the area of the button that contacts the sandpaper bulges slightly when tightened into the sample holder. The extent of this axial split varies depending on the degree of tightening applied to the sample holder and is also related to the cover rubber.
● Brushing off debris between tests – Inconsistent cleaning habits between sample runs not only affect the consistency of results, but can also artificially lower the final value, giving the perception that the associated cover compound is performing better than it actually is. If an operator tests one sample button but does not brush off the ground rubber debris from the sandpaper before running the next sample button, the second button will produce less volume loss than the first because the sandpaper will adhere to the rubber debris and perform less well, thus increasing the scatter in the data and creating an uneven average result.
To show the importance of brushing debris between samples, a cover compound with excellent wear resistance was tested in the laboratory under brushing and non-brushing conditions. A cover compound with excellent volume loss resistance was selected to show that even the cover compound that produced the lowest amount of rubber debris still had changes associated with the non-brushing sandpaper condition. The results are shown in Figure 9. An 8 mm3 difference in volume loss was observed between the brushed and non-brushed test samples. This may not seem significant, but considering the extremely low absolute volume loss of the cover compound in question, an eight point difference corresponds to a 40% reduction in volume loss over the non-brushing sandpaper test sample in this example.
Conclusion
The subject matter of this article may be elementary material to some, however, the issues discussed and the sources of variation in test results are a vexing issue for many operators in the industry. While wear testing is fairly simple in complexity when compared to other more complex physical property tests for rubber products, it is important that those involved in such testing take the time to understand the sources of variation highlighted above and how these factors affect the consistency of results as the end user of the data will continue to use the test as long as product performance and service life are viewed as a function of “good” wear test values. A comprehensive understanding of these cause and effect relationships will enable operators to adopt better practices in their testing and ultimately improve consistency. When consistency is improved, higher quality data is generated that is more reliable to share and compare, making troubleshooting and decision making regarding rubber quality or manufacturing issues a much easier task for those involved. (end)
Reference address:Variability in the wear resistance test of conveyor belt cover rubber
The test has become a common tool in the rubber industry because it is easy to operate; the results are easy to understand even for those with little technical knowledge; it is low cost; and it provides a number that allows people to classify covers based on their apparent wear performance. The data is used by savvy businessmen who want to show the superiority of their company's products compared to those of competitors, or by customers who are planning to purchase new products who find it convenient to screen, assuming that the product with the "best" wear value will have the longest service life and the highest ultimate value.
Although the effort to create this test was to provide us with a standardized way to evaluate and compare the wear performance of rubber cover compounds, the test is not perfect. The DIN ISO 4649:2006-11 standard of 11 November 2006 informs operators: "These test methods are suitable for comparative testing, quality control, and research and development work; however, no close relationship between wear test results and service performance can be inferred." In the "Precision and Bias" section of the standard, reference is made to the potential repeatability and reproducibility that can be expected. Comparison of variability between 15 different laboratories showed that test results within a laboratory can vary by as much as 14.5%, but that variability between different locations can be as high as 27.6%. The
following work will focus on and discuss some of the factors that can affect the level of variation observed in wear testing, citing specific examples of tests witnessed by the author over the past two years while investigating various testing and manufacturing issues. With an understanding of these factors, operators will be able to adopt best practices to reduce the effects of variability in laboratory test results.
Test Equipment
● Zwick BH04.6103.000 Rotating Drum Wear Tester from Zwick Materials Testing
● 100 mm x 100 mm x 7 mm steel sample die
● 16 mm rotating steel die cutting head per ISO:4649
● 1,100 rpm benchtop drill press
● Wabash hydraulic curing press
● Zwiek 2 mm sample depth isolator
● VSM Vitex KK511XP60 470 mm x 400 mm 60 grit sandpaper
● Sartorius laboratory analytical balance (0.0001 g sensitivity)
Materials
● BAM-E001 ISO:4649 #3807 Standard Reference Calibration Overlay #1
● Fenner Dunlop Proprietary High DIN Test Overlay #1 (~300 DIN)
● Fenner Dunlop Proprietary Low DIN Test Overlay #2 (~25 DIN)
Fixed Test Parameters
● Sample travel distance – 40 m
● Drum rotation speed – 40 rpm ± 1 rpm
● Sample Cure Temperature – 1490C
● Sample Cure Time – 30 minutes
● Sample Cure Pressure – 300 psi
Method
The test was performed according to DIN ISO 4649:2006-11 specifications, except for the variables of isolation and operation. The Rotating Steel Drum Wear Test Equipment was operated according to the instructions described in the Zwick Materials Testing Technical Documentation Instructions Dok Nr F12-002 (Reference Number V12-006) provided with the purchase of the equipment.
Results and Discussion
The variables found to be of great importance in influencing the wear test results were grouped into four different categories, including those related to “Instrument”, “Calibration”, “Sample Preparation” and “Testing”, see Figure 1. It was also shown that there is always an operator influence and the unavoidable reality that acts on these categories.
includes factors directly related to the instrument itself. Performing a diagnostic check on the instrument is a good place to start when systematically eliminating sources of variation. If the instrument is not set up correctly, the operator cannot expect to optimally reduce variation in any of the other categories. The following parameters should be confirmed before using the instrument for the first time and whenever suspicious variation in results is observed:
● Drum speed – should be set by the manufacturer at 40 rpm ± 1 rpm.
● Specimen lateral displacement – should be set by the manufacturer. The specimen should be moved lateral across the abrasive paper at a rate of 4.20 mm ± 0.04 mm per revolution of the drum.
● Total specimen path length – many instruments have the option of using 20 and 40 meter wear paths. The standard path length used is 40 meters.
● Rotating vs. non-rotating test head – in addition to lateral movement across the abrasive paper, many wear test equipment have the ability to rotate the specimen. Using this option can create more severe test conditions and ultimately increase volume loss. The operator must decide which test method will meet the test procedure specifications of their particular institution. It is standard practice to operate with a non-rotating specimen head option and the instrument should be set up to operate this way if the manufacturer does not do so. (Note: While investigating the variation in test results between two different laboratories, the authors found that inadvertent use of the rotating specimen head option in one position rather than another was the root cause of the large variance in results.)
● Contact force – A precision-weighted work plate is attached to the top of the specimen test head to create the contact force between the rubber specimen and the sandpaper. DIN ISO 4649:2006 specifies a force of 10 N ± 0.2 N, and an additional weight of 7.5 N is added to the one-piece 2.5 N test head to achieve this force. (Note: In one case, the authors found that a laboratory mistakenly used a 12.5 N weight as the root cause of the variation in test results between laboratories.)
Contact force is an important variable in testing wear performance. Figure 2 shows the large variation in results that can occur when using incorrect weights and, therefore, incorrect specimen contact pressures. For the same specimen, the results range from 51 mm3 of volume loss for a 2.5 N contact force to 449 mm3 of volume loss for a 12.5 N contact force. The perceived wear performance gets worse when higher contact forces are used, or, at lower contact forces, the perceived wear performance appears to improve. Both extremes produce erroneous data that misrepresents the true performance of the cover compound being tested.
● Abrasive Paper Installation - Correct installation and adjustment of the abrasive paper forms the basis of the integrity of the entire instrument. DIN ISO 4649 specifies the use of 60 grit abrasive paper measuring 470 mm x 400 mm. The abrasive paper must be securely and evenly installed with a gap of 2 mm ± 0.2 mm between the ends. The edges must not protrude as this will interrupt the proper movement of the sample button during a run, causing inconsistent results. Calibration
After
all instrument parameters have been correctly set, the next potential area for variation includes factors related to calibration, which include adjusting or "calibrating" the abrasive paper, proper storage and use of standard reference cover compounds, and correctly determining the calibration index for calculating sample volume loss.
● Abrasive Paper Adjustment - Even after the abrasive paper has been correctly installed, it must still be calibrated or adjusted to the correct "abrasive force" before use. Because the abrasive paper is too abrasive from the manufacturer, the abrasiveness of the abrasive paper must be changed by using a steel sample button to reduce the abrasiveness to a control level. Abrasiveness is determined by the mass loss of the standard reference cover compound as defined in DIN ISO 4649 and must be within the specified range of 180-220 mg mass loss.
Figure 3 shows the effect of various abrasiveness levels on the volume loss of the sample cover compound without the abrasive force of the modified sandpaper. The volume loss ranges from the lowest acceptable range of 270 mm3 with abrasive force to the highest acceptable range of 330 mm3 for the same cover compound with abrasive force.
● Storage Conditions for Standard Reference Covers - Standard reference covers are subject to the same degradation as any other rubber product, therefore, proper storage is extremely important to maintain long-term integrity and reliability. Reference covers should be stored in a cool, dark place away from heat sources, chemicals, or potential UV or ozone effects. When using standard reference covers that are stored and maintained differently, variations in the characteristics of the reference cover due to some form of degradation can lead to variations in results between laboratories. (Note: While investigating test result variation, the author discovered that one lab stored its standard reference coverstock in a drawer next to the oven. By changing the coverstock, the test result variation decreased.)
Calibration Index – The standard reference coverstock used to adjust the abrasive paper and establish the correction factor or calibration index is a tightly controlled coverstock referred to in the standard as BAM-E001 ISO:4649, or Standard Reference Coverstock #1. Even a small sample of this material is very expensive, so some labs take shortcuts in their calibration practices.
It has been found that operators routinely test three buttons per month and calculate the average mass loss to determine the abrasiveness of the abrasive paper, and then use that number as the calibration number or correction factor for the current month when calculating the volume loss that represents the abrasiveness of the abrasive paper. Other ill-considered shortcuts include testing the same reference button more than once, or testing the reference button after a certain number of samples, but not necessarily every sample as recommended. Not only do these methods fail to follow the DIN ISO 4649 standard, but they also do not accurately represent the abrasiveness of the abrasive paper at the time of the particular sample tested. Even when the reference coverstock is a tightly controlled standard coverstock, there is still variation. Additionally, the abrasiveness of sandpaper changes over time, gradually wearing out with increased use.
For these reasons, it is important to establish a unique calibration specification for each test specimen. Testing reference materials before and after the test specimen is covered with rubber can accomplish this task, thereby providing the operator with a more recent picture of the abrasive force of the sandpaper during the test and improving the accuracy and consistency of the results. [page]
Sample Preparation
Careful sample preparation methods can go a long way in achieving consistently consistent results in wear testing. There are a number of best preparation practices that, if performed correctly, can reduce the amount of variation during the lead-in test phase.
● Sample button size/surface area – DIN ISO 4649:2006 specifies that sample buttons be cut from a block of cured rubber with a minimum thickness of 6 mm using a rotating die fixed to a minimum drill press at 1,000 rpm, meaning that the diameter of the sample button should be 16 mm ± 0.2 mm. This parameter is particularly important. Variations in the diameter of the sample button will cause variations in the final test results due to different amounts of surface area, and therefore different contact forces, between samples.
For example, button A has a diameter of 16 mm and a surface area of 201 mm2, but button B has a diameter of 14 mm and a surface area of 153 mm2. For each button, applying a specified 10 Newton weight on the sample head will result in contact forces of 49,750 Pa and 65,360 Pa, respectively.
One can conclude from the above example that the higher contact force of button B with the sandpaper should result in a higher volume loss, which has important implications for sample preparation, as sample buttons are occasionally tapered with a slightly different diameter at one end compared to the other. This theory was tested in the laboratory, and Figure 4 shows why the larger diameter end of the sample button should always contact the sandpaper. A difference of 23 mm3 in volume loss was observed when the sample button was tested with the larger diameter side against the sandpaper, compared to the smaller diameter side contacting the sandpaper. These results support the examples provided above as well as the DIN ISO 4649:2006 standard.
● Post-cure dwell time - After curing the rubber sample to be tested, it should be allowed to dwell for a period of time so any residual cure may be completed and the sheet can equilibrate with ambient conditions. It has been frequently observed in the author's quality control laboratory that sample sheets that were not left overnight prior to testing generally produced results that were 15-20 points higher in terms of volume loss. The DIN ISO 4649:2006 standard specifies a dwell time of 16 hours between vulcanization and testing.
● Cure parameters (time, pressure and temperature) - Cure parameters are cover compound dependent, but once established, these parameters should be consistently used for the cover compound of interest. Often the cause of anomalous test results is found to be incorrect cure time, inadequate die pressure or a faulty press temperature control. A change in specification for any of these three parameters can provide misleading data, giving the false impression of improved or reduced wear performance depending on the specific deviation. Formal studies are required to quantify the precise effect of these parameters on the differential change in wear results, but if results suddenly become questionable and instrument integrity issues have been ruled out as the root cause, it is recommended that the operator confirm these parameters for the cover compound being tested.
● Sample Button Temperature – Just as dwell time is required after the sample plaque is molded to eliminate potential inconsistencies in test results, the temperature of the actual sample button prior to testing will also have an impact on the final results. When the sample button is cut from the cured plaque, the temperature of the cutter die increases due to frictional heating, and this heat is transferred into the rubber sample button.
If multiple sample buttons are prepared in succession, this heat is often very high and can vary slightly from button to button depending on which button is cut first or last. DIN ISO 4649:2006 recommends that operators use cutting oil or a wetting agent to help remedy this problem. Alternatively, allow the buttons to cool to room temperature after cutting to improve consistency.
Figure 5 shows the effect of button temperature on wear results. Buttons were cut from a standard reference coverstock, some were placed in a freezer at 30°F, and others were placed in an oven at 150°F. At the end of one hour, the buttons were tested and the final average mass loss was determined. The test found an average mass loss difference of approximately 20 mg between the warm and cool buttons, with increased mass loss for the cooler buttons. (Note: After reviewing the lab technician's test results that found a 30-point range between three sample buttons tested with cover glue, the author recommended that they cut three new buttons and allow them to rest for approximately 10 to 15 minutes before testing to allow them to equilibrate to room temperature. The new results ranged from six, with two of the three sample buttons having the same value.)
● Specimen protrusion depth – The protrusion in the test head that exposes the specimen button plays an important role in the consistency of the final result. DIN ISO 4649:2006 specifies an exposure depth of 2.0 mm ± 0.2 mm. Figure 6 shows the potential impact on the final result when this depth variation is allowed. Changing the specimen protrusion depth from 2 mm to 4 mm increases the volume loss by 50 cubic millimeters. Without a controlled method for setting each specimen button in the test head to an exact and consistently consistent depth, an unwitting operator can easily introduce variation in the test results. To remedy this, new wear test equipment is typically equipped with a depth finder with a precise 2 mm recessed cutout for setting the specimen depth prior to testing.
● Locking nut turns – Consistently tightening the locking nut on the specimen holder is a variable that can have a dramatic effect on the final test result due to the Poisson’s ratio.
Generally, when a rubber sample is squeezed and a force is applied laterally, it corresponds to a displacement perpendicular to the force or in the axial direction, see Figure 7, so that the area of the button that contacts the sandpaper bulges slightly when tightened into the sample holder. The extent of this axial split varies depending on the degree of tightening applied to the sample holder and is also related to the cover rubber.
● Brushing off debris between tests – Inconsistent cleaning habits between sample runs not only affect the consistency of results, but can also artificially lower the final value, giving the perception that the associated cover compound is performing better than it actually is. If an operator tests one sample button but does not brush off the ground rubber debris from the sandpaper before running the next sample button, the second button will produce less volume loss than the first because the sandpaper will adhere to the rubber debris and perform less well, thus increasing the scatter in the data and creating an uneven average result.
To show the importance of brushing debris between samples, a cover compound with excellent wear resistance was tested in the laboratory under brushing and non-brushing conditions. A cover compound with excellent volume loss resistance was selected to show that even the cover compound that produced the lowest amount of rubber debris still had changes associated with the non-brushing sandpaper condition. The results are shown in Figure 9. An 8 mm3 difference in volume loss was observed between the brushed and non-brushed test samples. This may not seem significant, but considering the extremely low absolute volume loss of the cover compound in question, an eight point difference corresponds to a 40% reduction in volume loss over the non-brushing sandpaper test sample in this example.

Conclusion
The subject matter of this article may be elementary material to some, however, the issues discussed and the sources of variation in test results are a vexing issue for many operators in the industry. While wear testing is fairly simple in complexity when compared to other more complex physical property tests for rubber products, it is important that those involved in such testing take the time to understand the sources of variation highlighted above and how these factors affect the consistency of results as the end user of the data will continue to use the test as long as product performance and service life are viewed as a function of “good” wear test values. A comprehensive understanding of these cause and effect relationships will enable operators to adopt better practices in their testing and ultimately improve consistency. When consistency is improved, higher quality data is generated that is more reliable to share and compare, making troubleshooting and decision making regarding rubber quality or manufacturing issues a much easier task for those involved. (end)
Previous article:Design of metering socket based on electric energy metering chip CSE7759
Next article:New leak detection method for automotive plastic parts
- Popular Resources
- Popular amplifiers
 LM158AMDE
LM158AMDE
Recommended Content





Latest Test Measurement Articles
- Keysight Technologies Helps Samsung Electronics Successfully Validate FiRa® 2.0 Safe Distance Measurement Test Case
- From probes to power supplies, Tektronix is leading the way in comprehensive innovation in power electronics testing
- Seizing the Opportunities in the Chinese Application Market: NI's Challenges and Answers
- Tektronix Launches Breakthrough Power Measurement Tools to Accelerate Innovation as Global Electrification Accelerates
- Not all oscilloscopes are created equal: Why ADCs and low noise floor matter
- Enable TekHSI high-speed interface function to accelerate the remote transmission of waveform data
- How to measure the quality of soft start thyristor
- How to use a multimeter to judge whether a soft starter is good or bad
- What are the advantages and disadvantages of non-contact temperature sensors?
MoreSelected Circuit Diagrams






MorePopular Articles
- LED chemical incompatibility test to see which chemicals LEDs can be used with
- Application of ARM9 hardware coprocessor on WinCE embedded motherboard
- What are the key points for selecting rotor flowmeter?
- LM317 high power charger circuit
- A brief analysis of Embest's application and development of embedded medical devices
- Single-phase RC protection circuit
- stm32 PVD programmable voltage monitor
- Introduction and measurement of edge trigger and level trigger of 51 single chip microcomputer
- Improved design of Linux system software shell protection technology
- What to do if the ABB robot protection device stops
MoreDaily News
- Keysight Technologies Helps Samsung Electronics Successfully Validate FiRa® 2.0 Safe Distance Measurement Test Case
- Innovation is not limited to Meizhi, Welling will appear at the 2024 China Home Appliance Technology Conference
- Innovation is not limited to Meizhi, Welling will appear at the 2024 China Home Appliance Technology Conference
- Huawei's Strategic Department Director Gai Gang: The cumulative installed base of open source Euler operating system exceeds 10 million sets
- Download from the Internet--ARM Getting Started Notes
- Learn ARM development(22)
- Learn ARM development(21)
- Learn ARM development(20)
- Learn ARM development(19)
- Learn ARM development(14)
Guess you like
- EEWORLD University Hall - Five Lectures on Microwaves
- [Environmental Expert’s Smart Watch] Part 1: Long-awaited unboxing!
- [NXP Rapid IoT Review] Hello GPIO
- How to draw a plum blossom pad in AD? The plum blossom pad network is independent and does not belong to any network
- #idlemarket# Transfer a brand new STM32L433 development board
- Leakage current and withstand voltage test of single-cell lithium battery powered products
- Getting Started with I2C on MSP MCUs
- TMS320VC5509A and aic23b chip have problems collecting noise signal frequency
- TFT LCD display to set the timer
- Carbon Film Resistors Risks






 京公网安备 11010802033920号
京公网安备 11010802033920号