Optimizing industrial processes with computer control algorithms requires real-time process parameters. The degree to which a process is optimized depends on the quantity and quality of process information, so the development of advanced sensors can improve the control level of the process. The most important parameter in the steelmaking process is the chemical composition of the molten metal. When molten steel contacts the atmosphere, the content of oxygen, nitrogen, hydrogen and other elements in it will increase; sometimes the interaction of certain elements with refractory materials or the atmosphere will reduce their content in the steel, which will affect the quality of the steel. If the real-time information of the chemical composition of the molten steel is known, the steelmaking process can be actively controlled. For this purpose, various sensors for the determination of the chemical composition of molten steel have been developed. The dissolved gases oxygen, nitrogen and hydrogen in steel are important factors affecting the quality of steel. In recent years, the joint control of oxygen, nitrogen and hydrogen in steel has become increasingly important. Problems such as pinholes and hydrogen-induced cracking caused by bubbles are not entirely caused by one gas. The most effective method is to detect the concentration of these gases in the steel during the process. Silicon and sulfur are the elements of the "three removals" of molten iron pretreatment. With the increase in the proportion of molten iron pretreatment in China, the control of the molten iron pretreatment process has become more and more urgent. This article introduces the latest progress in the online detection technology of these five elements. 2. Various component sensors 1. Oxygen sensor Oxygen sensors based on solid electrolytes, represented by oxygen determination in molten steel, have some unique advantages. The conductivity of solid electrolytes increases with temperature, so the high temperature of steelmaking is more suitable for solid electrolyte oxygen sensors; the output signal of the sensor is determined by the thermodynamic properties of the molten metal and the reference electrode, and no calibration is required; the output signal is a DC voltage, so the external electronic device is relatively simple; in addition, ZrO2 solid electrolyte is a stable compound and can generally withstand chemical erosion by molten steel. The oxygen content of molten steel at the end of converter blowing and after refining and deoxidation can be determined by oxygen sensors. Oxygen sensors with stable zirconium oxide as solid electrolyte are the most successful component sensors used in the steelmaking industry. Its reference electrode is usually a Cr/Cr2O3 mixture. The balance of Cr and Cr2O3 establishes a reference oxygen partial pressure, which forms a concentration cell with the dissolved oxygen in the molten steel. Although oxygen sensors have been used for more than 40 years, there are still some areas that need improvement. The first is to improve the service life. The current oxygen sensors are discarded after one-time use. Prolonging the service life can improve data quality (such as continuous measurement) and reduce costs. One method to extend its service life is shown in Figure 1(b) [2], which aims to improve the sealing of the reference electrode. Another method is shown in Figure 1(c) [3-5], which places the reference electrode above the molten steel, called a non-isothermal sensor, but this introduces additional thermoelectric potential and needs to be compensated. Another method to extend the life of the sensor is to apply a reverse voltage to prevent the degradation of the reference electrode [6]. On the other hand, what needs to be improved is to expand the oxygen partial pressure measurement range of the oxygen sensor, especially the extremely low oxygen range. Molten steel with extremely low oxygen content will cause the ZrO2 solid electrolyte to produce significant electronic conductivity, causing the sensor to produce erroneous output signals. Improvement methods include replacing ZrO2 with other solid electrolytes, such as stable perovskite [5], or ThO2 solid electrolyte; or using a double-layer tube structure, which can both prevent electronic conductivity and obtain better thermal vibration resistance [7].

Figure 1 Several forms of zirconia solid electrolyte oxygen sensors
2. Hydrogen sensor
Although there are oxide solid electrolytes that can conduct protons under certain conditions, due to the small number of hydrogen ions (protons) migration at high temperatures in steelmaking, it is not a pure proton conductor. Therefore, it is technically impossible to use proton-conductive solid electrolytes as hydrogen sensors in steel. However, hydrogen sensors based on proton-conductive solid electrolytes have been successfully used to determine hydrogen in liquid aluminum [8].
The currently commonly used online sensor for hydrogen in molten steel is a device called Hydris (Hydrogen Direct Reading Immersion System). [9] As shown in Figure 2, a pump is used to introduce a carrier gas (nitrogen) into the molten steel through a conduit made of refractory material for bubbling. The bubbles of the carrier gas absorb the hydrogen dissolved in the steel. The porous refractory cover inserted in the molten steel collects the gas dissolved with hydrogen. The carrier gas circulates continuously in the Hydris system until the hydrogen reaches a dissolution equilibrium in it. After filtration, it is introduced into the thermal conductivity cell for analysis. Compared with the conventional sampling-quenching-hydrogen determination analysis, the measurement time of Hydris is shortened by 4~9 minutes, and the accuracy is improved from s= 0.23 to 0.12. This system has been used in the North American steel industry since 1987. It can determine hydrogen <1~16ppm and has been proven to be a thermodynamically correct method for determining hydrogen. It has become the standard in the steel industry. Minco also developed a hydrogen analysis system called Hydro VAS in 1999 [10].

Figure 2 Schematic diagram of HYDRIS for determining hydrogen in steel
At present, online sensors for nitrogen in molten steel have not been put into practical use. Although a nitrogen detection system in steel based on the same principle as Hydris has been developed, this sensor has not been put into industrial use because the diffusion coefficient of nitrogen in steel is much smaller than that of hydrogen and the time it takes for nitrogen in the carrier gas bubble to reach equilibrium with molten steel is too long [11-13]. Solid electrolytes that conduct nitrogen ions need further experimental verification. Currently, the common method for steel companies to determine the nitrogen content in steel is sampling - melting in an inert gas - thermal conductivity cell nitrogen determination. This method has been instrumented, and such instruments are produced by manufacturers such as LECO, HORIBA, and ELTRA, and have become a routine analytical method for steel mills.
4. Silicon sensor in molten iron
The direct determination of silicon content in molten iron is of great significance for molten iron pretreatment and converter blowing. The silicon content in molten iron is determined by using an auxiliary electrode type zirconium oxide solid electrolyte sensor. By coating the outer side of the zirconium oxide tube with an auxiliary reference material, a local chemical equilibrium is established with the silicon in the molten iron, generating a local oxygen chemical potential related to the silicon content in the molten iron, thereby obtaining an oxygen concentration difference electromotive force related to the silicon content in the molten iron to determine the chemical potential of silicon and obtain the silicon content in the molten iron. The reference material of the auxiliary electrode can be SiO2-CaF2 or ZrO2-ZrSiO4. Heraeus Electro-Nite has developed a molten iron silicon determination sensor that can be used to measure the silicon content of molten iron in real time in blast furnaces, molten iron trenches, torpedo tanks, molten iron tanks, etc. The operating temperature is 1250℃~1450℃, the measurement range is w[Si] = 0.1% ~ 1.0%, the response time is 15s, and the measurement error is generally 10% of the measured value. The comparison between the sensor measurement results and the sample chemical analysis results is shown in Figure 3 [14]. The correlation coefficient of the straight line in the figure is 0.95, and the standard deviation is 5%.

Figure 3 Comparison of sensor measurement results of silicon content in molten iron and chemical analysis results of samples
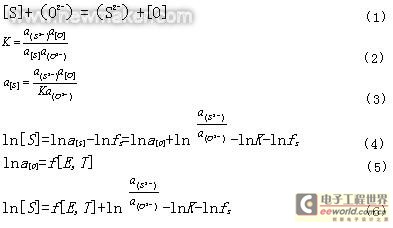
Sulfur sensor is also based on zirconium oxide solid electrolyte oxygen sensor. The method used is similar to that of silicon sensor. The auxiliary reference electrode material is coated on the outside of the zirconium oxide tube. This material is still a trade secret. A distribution equilibrium is established between the sulfur dissolved in the molten iron and the anions in the auxiliary reference coating:
E—electromotive force of the sensor (V);
T—temperature of the molten iron (K).
Assuming that the activity coefficient of sulfur is a constant, if the thermodynamic properties of the auxiliary electrode coating material are stable within the measurement range and under various molten iron pretreatment conditions, that is, the equilibrium constant K value of equation (1) is stable, and the second term on the right side of equation (6) does not change with the [S] content, then the logarithm of the sulfur content can be expressed as a function of the electromotive force of the sensor and the molten iron temperature:
 (7)
(7)
 (8)
(8)

Figure 4 Comparison of sulfur sampling spectrum analysis and sensor measurement results
Recently, Minco (Midwest Instrument Co., Inc.) is developing a multi-gas analysis system (M-GAS) that uses HydroVAS as a gas system to extract gas from molten steel and introduce it into a mass spectrometer to analyze the gas in the steel. The characteristic of this instrument is that it can simultaneously obtain the content of [O], [N], [H], [CO], and [CO2] dissolved in the molten steel. In particular, the online determination of [N] dissolved in steel for the first time will be of great help in understanding the law of nitrogen dissolution and release in steel grades, but the selected mass spectrometer must have the ability to distinguish between N2 and CO[16].
III. Application of various component sensors in process control
Silicon and sulfur analysis of molten iron will shorten the pretreatment time of molten iron and reduce the temperature drop of molten iron. The Si sensor provides the silicon content of molten iron in a timely and accurate manner to ensure the accuracy of converter charging. The sulfur sensor quickly provides the initial and end sulfur concentrations of molten iron pretreatment, making desulfurization process control possible. The overall effect is to reduce the number of converter re-blows, improve the iron recovery rate, and significantly shorten the time required for converter steelmaking.
1. Determination of oxygen activity in molten steel during steelmaking [17]
There are three ways to use sensors to determine oxygen in converter and electric furnace steelmaking processes: auxiliary lance, immersion temperature-oxygen sensor, and conventional insertion oxygen sensor. In the converter steelmaking process, adjusting the oxygen blowing amount according to the oxygen content measured by the sensor can reduce the number of furnace reversals, which can shorten the processing time and reduce the temperature drop, while also improving the recovery rate and reducing the consumption of refractory materials. The oxygen content measured by the sensor can also be used to estimate the carbon content. Omitting sampling for carbon determination can save about 5 to 8 minutes. The auxiliary lance has the most accurate measurement results. The use of an immersion sensor can shorten the steel-to-steel time by 10 minutes. The resulting benefits are very considerable.
The purpose of using an oxygen sensor on an electric furnace is to calculate the carbon content based on the oxygen content and determine the amount of deoxidizer to be added. It should be noted that the oxygen sensor measures oxygen activity, while the [C][O] product of the actual process is affected by a variety of process parameters, such as C/O2 injection efficiency or the presence of unmelted scrap steel in some areas. The [C][O] product values of various actual steelmaking processes are also different. When using them, pay attention to selecting according to process experience.
2. Determination of oxygen content in molten steel during ladle refining
After the molten steel is injected into the ladle, the oxygen content in the molten steel can be determined by using an oxygen sensor to determine the amount of deoxidizer added and confirm the deoxidation effect. If supplemented with a FeO activity sensor in the slag [18], the addition of slag regulators can be controlled, the refining desulfurization process and the cleanliness of the molten steel can be controlled, and the nozzle blockage can be prevented.
3. Dynamic control of RH vacuum refining dehydrogenation process
Conventional sampling and analysis cannot accurately know the changes in hydrogen content during the process. Sumitomo Metal Industries used Hydris as a hydrogen sensor to conduct a dynamic control experiment on the RH dehydrogenation process at Kashima Steel Works. [19] The ladle capacity is 270t, and the vacuum device has 3 boosters, 2 ejectors, and 4 water pumps. The vacuum capacity is 1000kg/h at 0.5 torr, 1500kg/h at 1.0 torr, and 5000kg/h at 10 torr. The Hydris setup is shown in Figure 5.

Figure 5. HYDRIS setup for monitoring RH vacuum dehydrogenation

Figure 6 Comparison of RH dehydrogenation effects between static control and dynamic control
Table 1 Effect of dynamic dehydrogenation control on shortening treatment time
during continuous casting In 2006, CitiSteel in the United States found that the hydrogen content in the molten steel in the tundish increased with the increase of the air dew point during steady-state casting, with the maximum change being 2~3ppm[H]. The hydrogen content in the steel changed differently with the addition of deoxidizers, the number of ladle thermal cycles, and the different stages of continuous casting[20].
In fact, the [N], [H], and [O] dissolved in the steel become supersaturated and precipitate gases due to the decrease in temperature during the solidification process of the steel. When the total pressure of these gases is greater than the atmospheric pressure, defects such as pinholes and bubbles will occur. According to the principles of thermodynamics, the [N] and [O] content ranges for the formation of pinholes in steels with different carbon contents can be given, as shown in Figure 7[21].

Figure 7 Conditions for pinholes to appear at the end of solidification in steels with different carbon contents, containing 0-40 ppm nitrogen and 20-50 ppm oxygen

Fig.8 Relationship between the amount of slag modifier added and the hydrogen content of molten steel in the tundish

Figure 9 Relationship between average ladle slag depth, number of pinholes, hydrogen content of ladle slag before reforming and hydrogen content of tundish steel
The online measurement technology of various components in molten steel has gradually matured. These technologies have greatly improved the process control level of various process links such as molten iron pretreatment, secondary refining, and continuous casting, deepened people's understanding of the quality problems of ingots caused by gases in steel, and provided a means to solve related quality problems. The research and development of online measurement technology for molten steel components in China, especially sensors, is relatively backward, and the quality stability of products needs to be improved urgently. Investment should be increased in new product development and new technology applications.
About the author: Dr. Li Guangqiang Professor of the School of Materials and Metallurgy, Wuhan University of Science and Technology
Research direction Preparation of high-purity, high-performance, and high-value-added steel products Chemical metallurgy of pure steel Comprehensive utilization of metallurgical resources and environmental protection of high-temperature melts Physical chemistry
Previous article:Theoretical Research on Embedded Smart Sensors
Next article:Research Status of MAC Layer Protocols in Wireless Sensor Networks
- Popular Resources
- Popular amplifiers
 LF147D/883
LF147D/883- Melexis launches ultra-low power automotive contactless micro-power switch chip
- Infineon's PASCO2V15 XENSIV PAS CO2 5V Sensor Now Available at Mouser for Accurate CO2 Level Measurement
- Milestone! SmartSens CMOS image sensor chip shipments exceed 100 million units in a single month!
- Taishi Micro released the ultra-high integration automotive touch chip TCAE10
- The first of its kind in the world: a high-spectral real-time imaging device with 100 channels and 1 million pixels independently developed by Chinese scientists
- Melexis Launches Breakthrough Arcminaxis™ Position Sensing Technology and Products for Robotic Joints
- ams and OSRAM held a roundtable forum at the China Development Center: Close to local customer needs, leading the new direction of the intelligent era
- Optimizing Vision System Power Consumption Using Wake-on-Motion
- Infineon Technologies Expands Leading REAL3™ Time-of-Flight Portfolio with New Automotive-Qualified Laser Driver IC






- Innolux's intelligent steer-by-wire solution makes cars smarter and safer
- 8051 MCU - Parity Check
- How to efficiently balance the sensitivity of tactile sensing interfaces
- What should I do if the servo motor shakes? What causes the servo motor to shake quickly?
- 【Brushless Motor】Analysis of three-phase BLDC motor and sharing of two popular development boards
- Midea Industrial Technology's subsidiaries Clou Electronics and Hekang New Energy jointly appeared at the Munich Battery Energy Storage Exhibition and Solar Energy Exhibition
- Guoxin Sichen | Application of ferroelectric memory PB85RS2MC in power battery management, with a capacity of 2M
- Analysis of common faults of frequency converter
- In a head-on competition with Qualcomm, what kind of cockpit products has Intel come up with?
- Dalian Rongke's all-vanadium liquid flow battery energy storage equipment industrialization project has entered the sprint stage before production
- Allegro MicroSystems Introduces Advanced Magnetic and Inductive Position Sensing Solutions at Electronica 2024
- Car key in the left hand, liveness detection radar in the right hand, UWB is imperative for cars!
- After a decade of rapid development, domestic CIS has entered the market
- Aegis Dagger Battery + Thor EM-i Super Hybrid, Geely New Energy has thrown out two "king bombs"
- A brief discussion on functional safety - fault, error, and failure
- In the smart car 2.0 cycle, these core industry chains are facing major opportunities!
- Rambus Launches Industry's First HBM 4 Controller IP: What Are the Technical Details Behind It?
- The United States and Japan are developing new batteries. CATL faces challenges? How should China's new energy battery industry respond?
- Murata launches high-precision 6-axis inertial sensor for automobiles
- Ford patents pre-charge alarm to help save costs and respond to emergencies
- No doubt! Real-time measurement can also be done with low power consumption
- Read the good book "Electronic Engineer Self-study Handbook" + Advanced Edition
- 【Based on Gizwits AIoT development platform + Gokit】+ X-ray dose monitor
- See the circuit and eat the circuit to verify the circuit
- How to multithread?
- Software and hardware design of Mitsubishi PLC based on STM32
- Analysis of the Principle of Micro-control Circuit for Plasma Color TV
- What is the highest sampling rate that the McASP of TMS320C6748 can support?
- [McQueen Trial] The fourth post is delayed - Try the Arduino IDE development environment & timer interrupt
- [Zero-knowledge ESP8266 tutorial] Quick Start 8-Reading analog values






 京公网安备 11010802033920号
京公网安备 11010802033920号